专注于治具单元,防震零部件,致力于机械加工的标准化,生产效率化及高品质化
![]()
![]()
秒速定位元件重复使用高精度在3μm以内、可以快速夹紧和定位、接下来介绍选择秒速定位元件的要点。
简单&短期和&高精度的夹具设置更换工作可以提高机器的运转率!
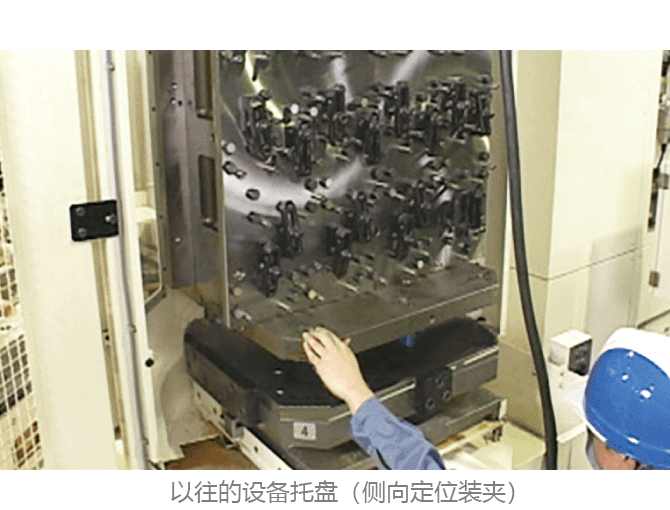
夹具换装时需要熟练的技术工人
每次重复利用定位精度在3μm以内,不需要确认
装夹时间可以减少50〜70%!!
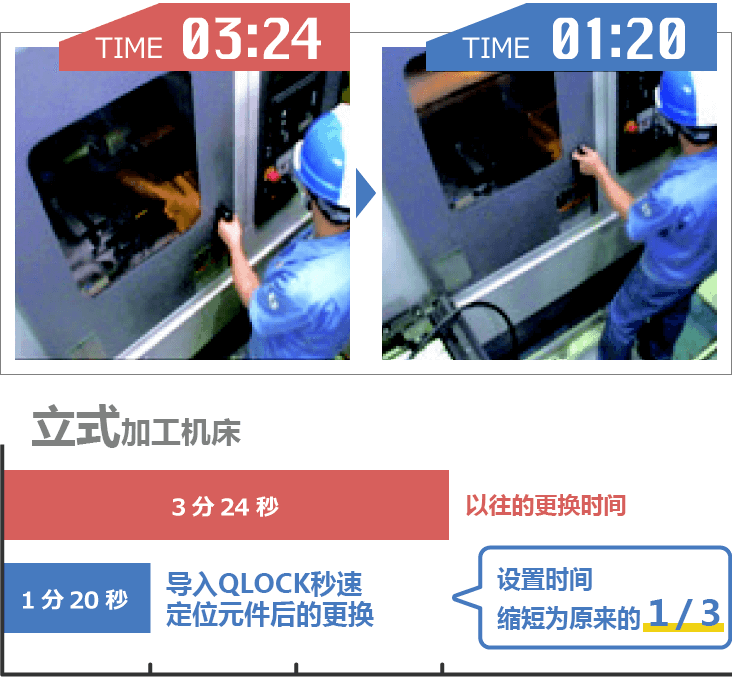
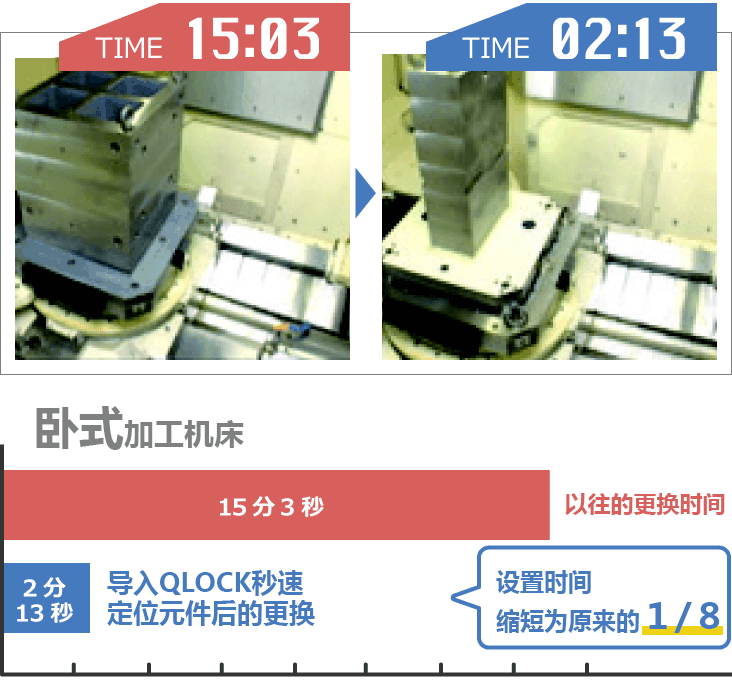
机器外的装夹时间提高!

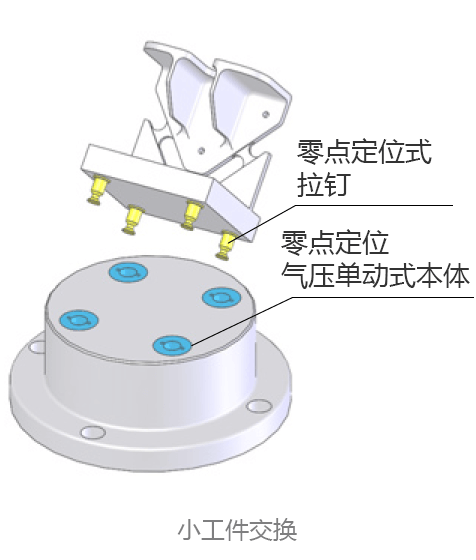
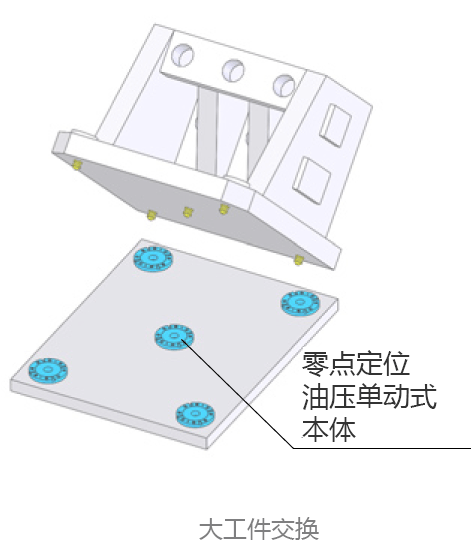
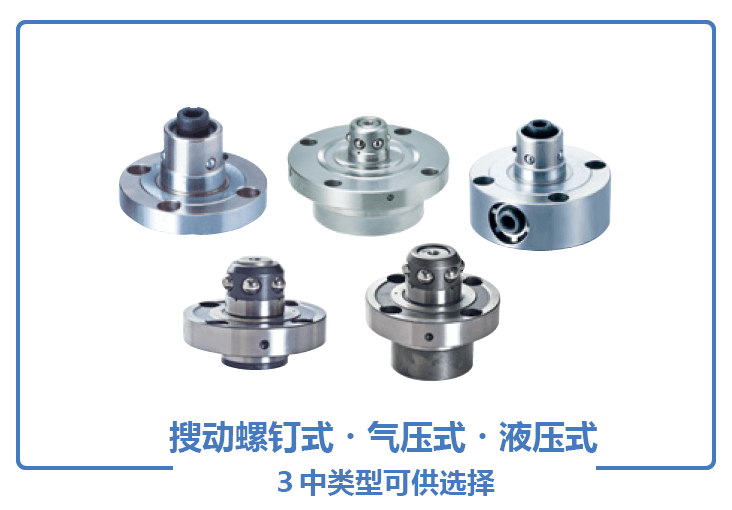
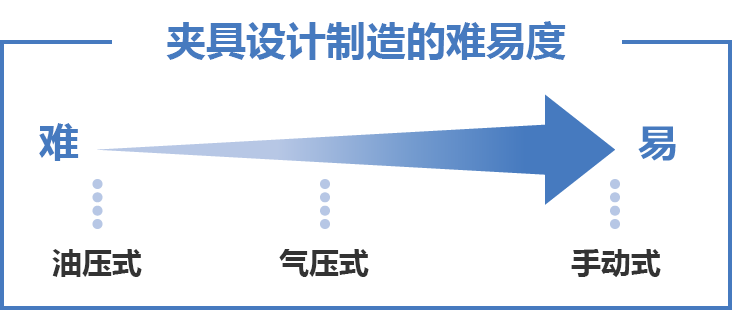
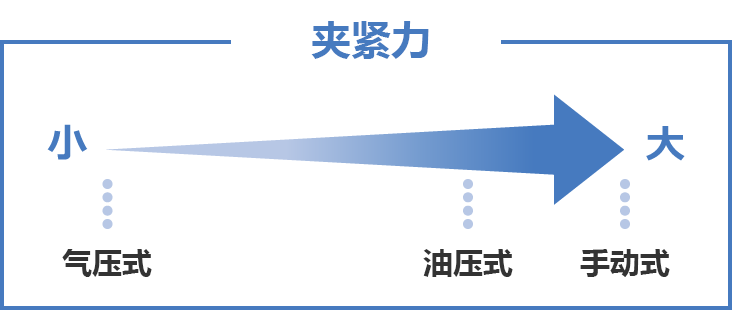
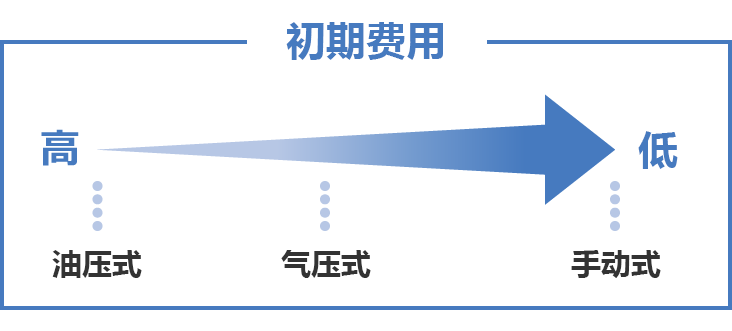
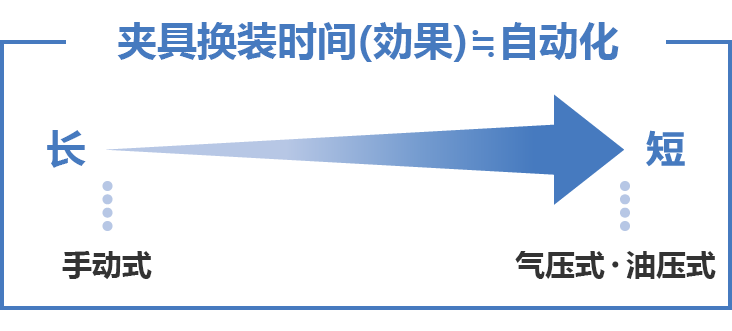
秒速定位元件有手动式、油压式、气动式、各种的特长都不一样。
考虑到夹具设计/制造的难度、夹紧力、初始成本、夹具更换时间等、可以选择最适合的手动型、气动类型或油压类型。


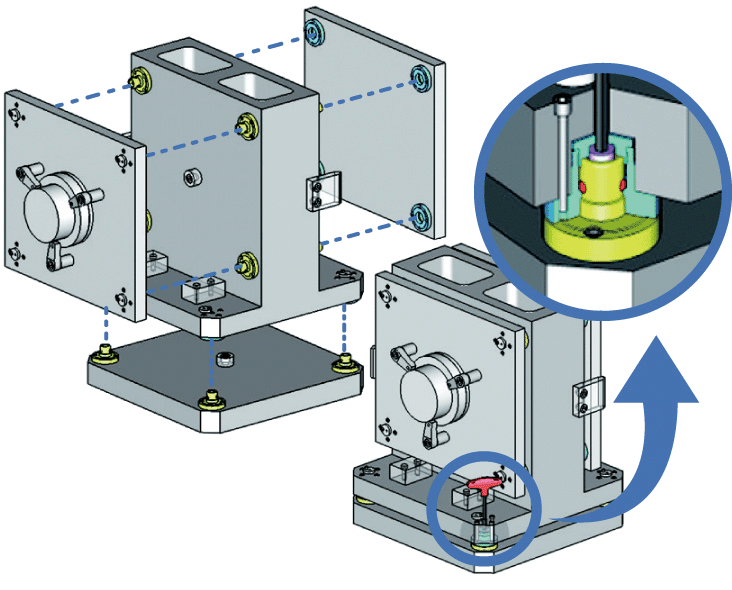
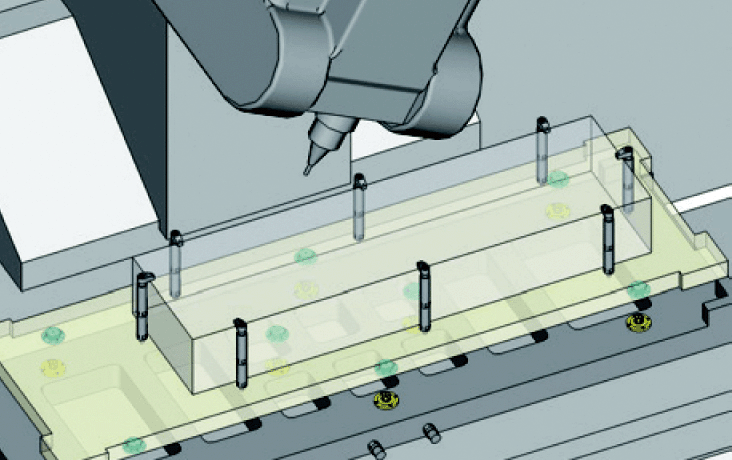
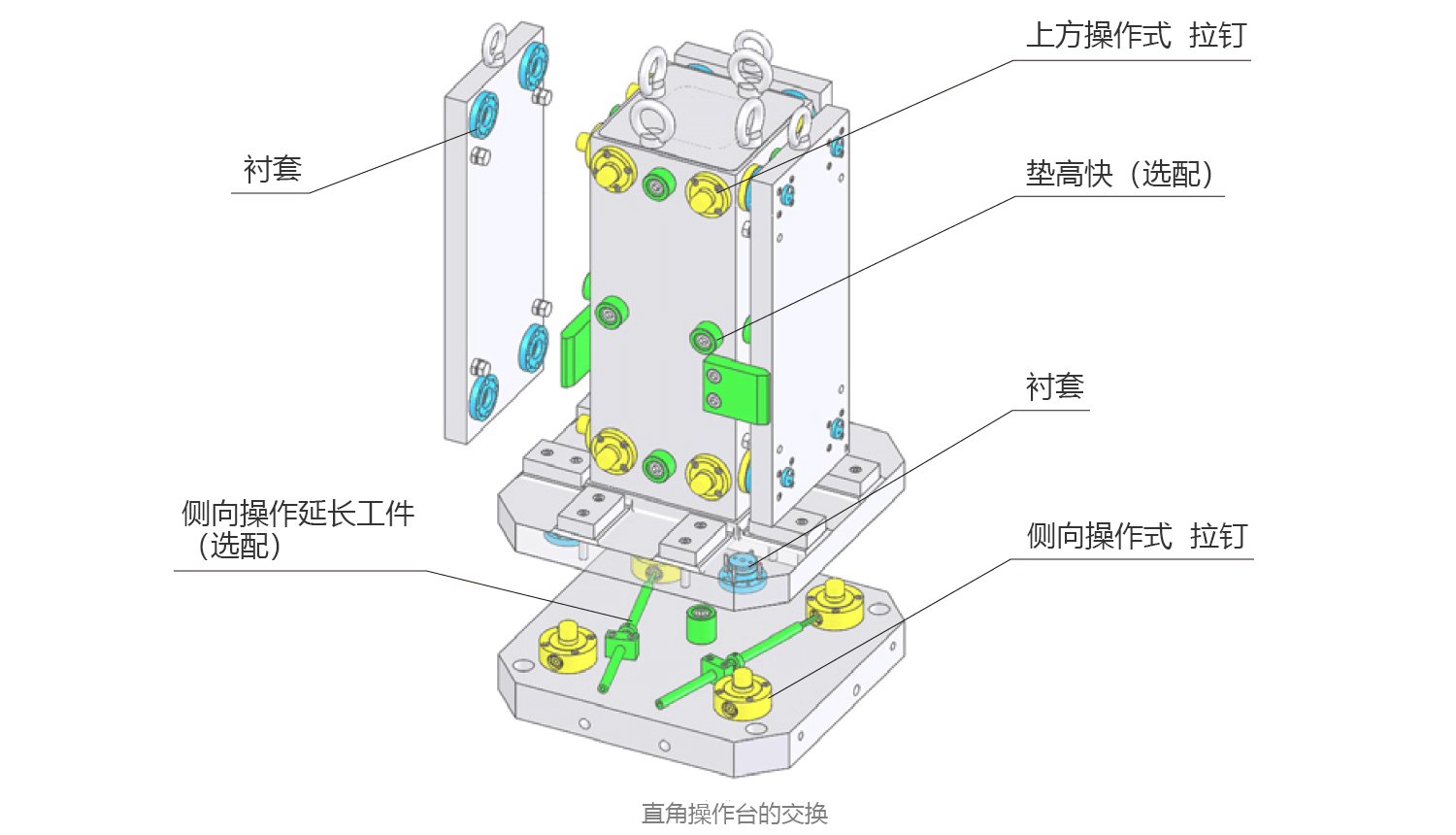
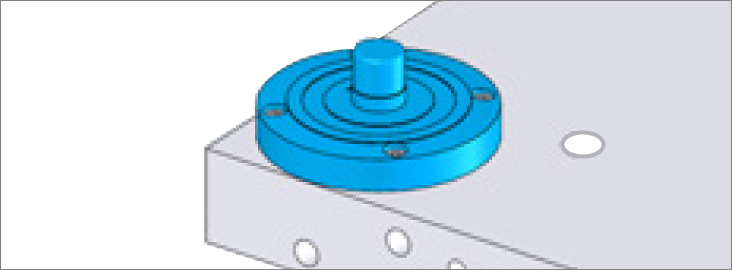
通过固定母夹具板和子夹具板、然后从顶侧固定定位套筒安装螺栓、可以轻松地对准定位套筒、从而可以轻松地根据需要多次重复安装螺距精度。 (子夹具与母夹具对齐。)
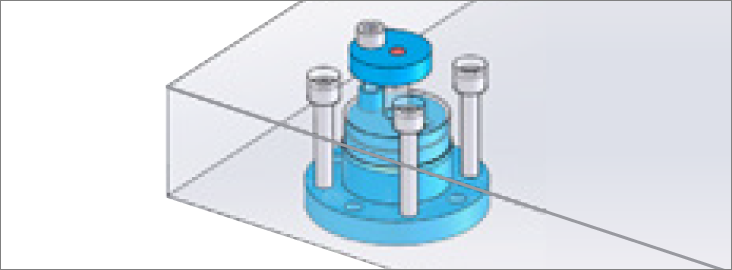
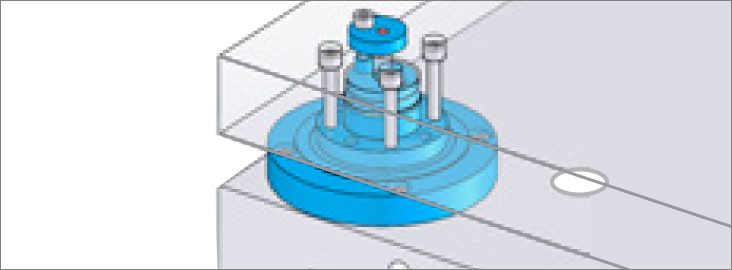
1.从子夹具板上面取出衬套用螺丝暂时锁紧。
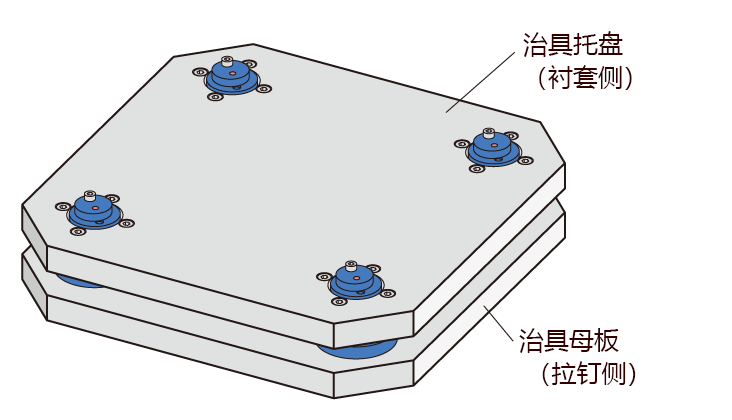
2.用秒速定位元件来连接母夹具板和子夹具板后、衬套用螺丝锁紧。
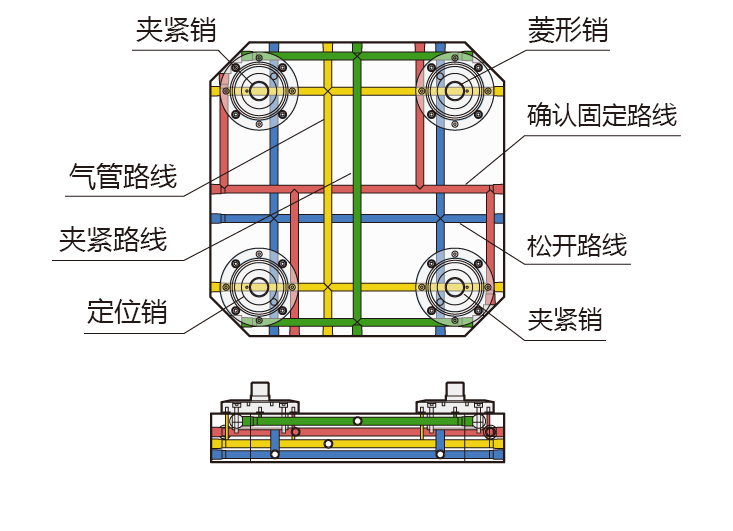
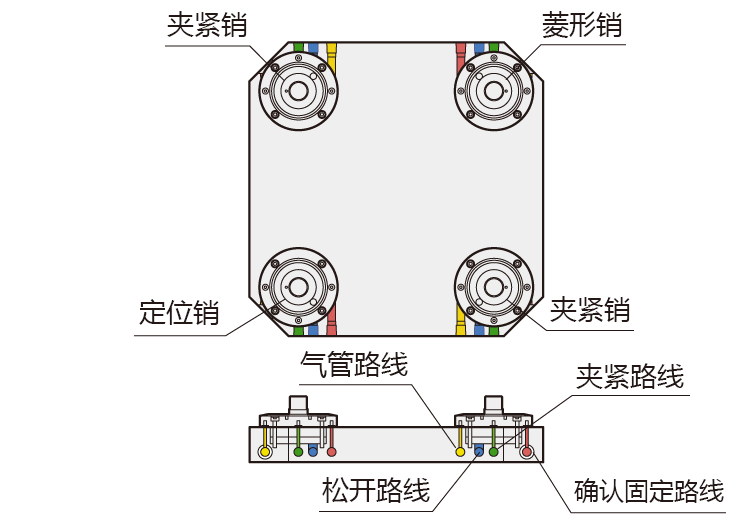
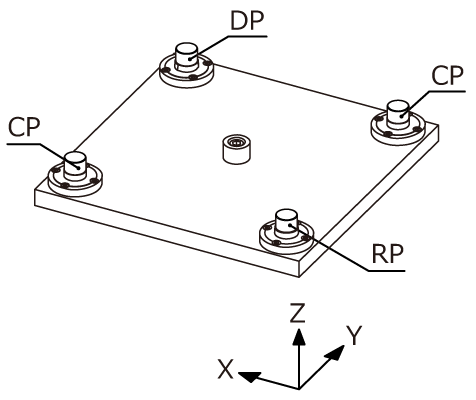
秒速定位元件有「圆形销」「菱形销」「夹紧销」请确认其特征再使用。
※装卸夹具板时、请确保板不会倾斜。板倾斜时进行装卸会损元件销。建议安装一个粗糙的导轨、以使其更容易插入销钉。
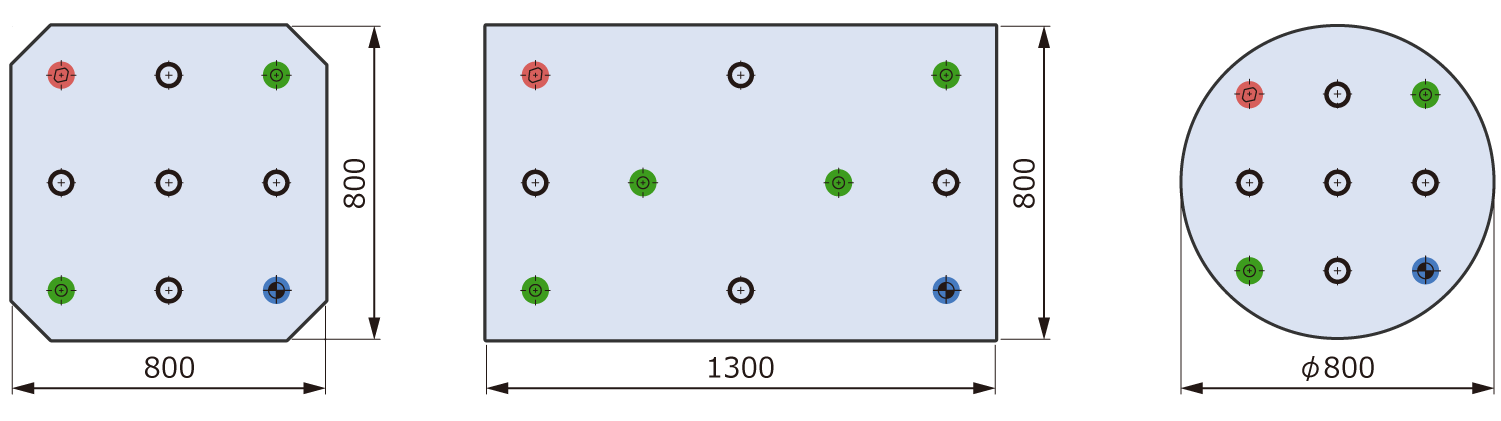
1.请根据在目录里销和衬套的安装孔尺寸方法来操作。
2.基板的销孔间距和夹具板的衬套孔间距之间的尺寸差应在±0.01以内。
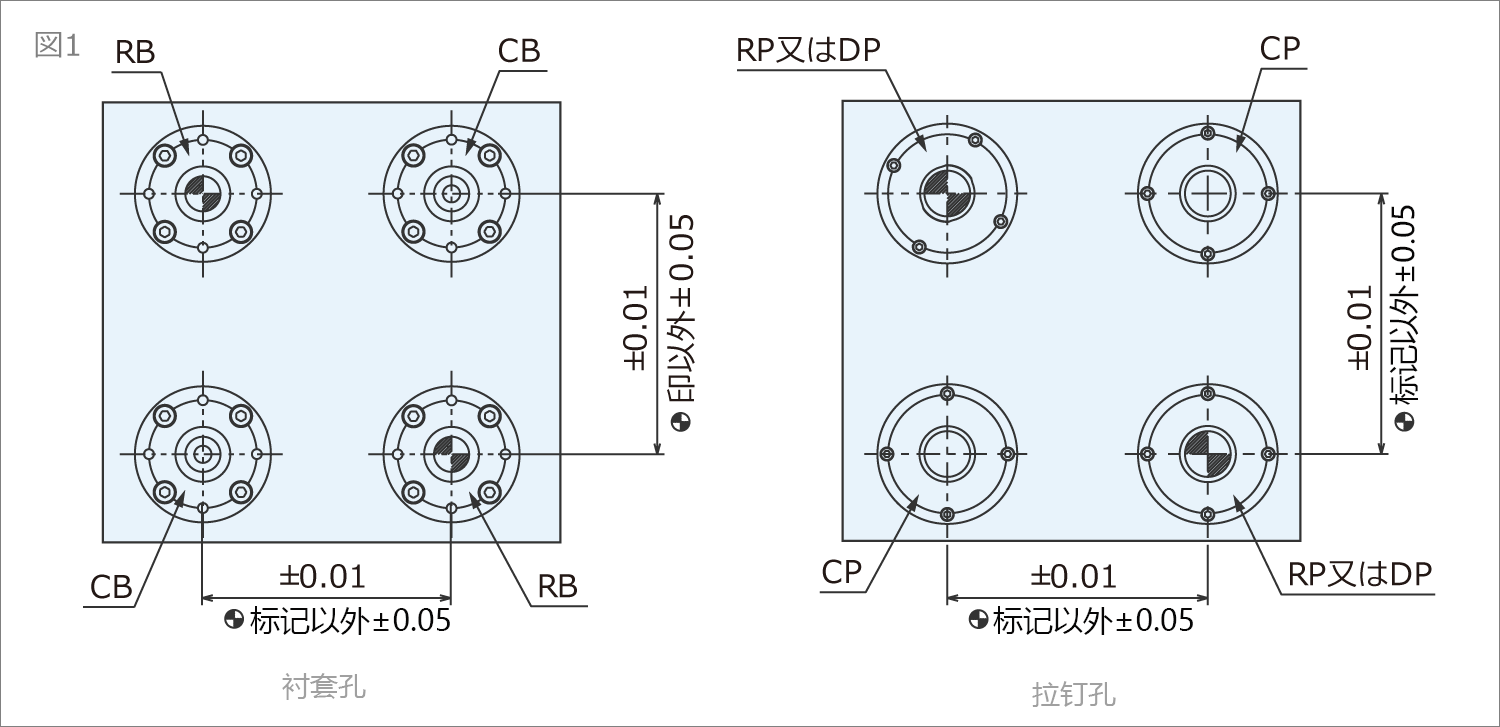
3.如果无法在±0.01的范围内加工夹具板上的夹具孔间距误差、请执行以下步骤。
① 将衬套安装孔增大螺距误差、以留出调整余量。
② 将销钉固定在底板上。
③ 将衬套安装到夹具板上。确保暂时拧紧衬套安装螺栓。
④ 将临时拧紧的夹具板衬套插入安装在基板上的销钉中、然后拧紧销钉固定螺栓。
最后拧紧衬套安装螺栓。

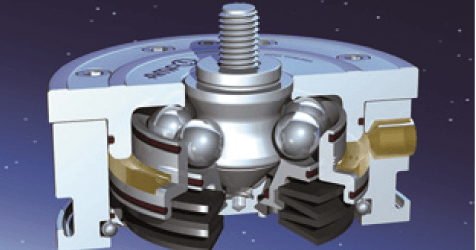
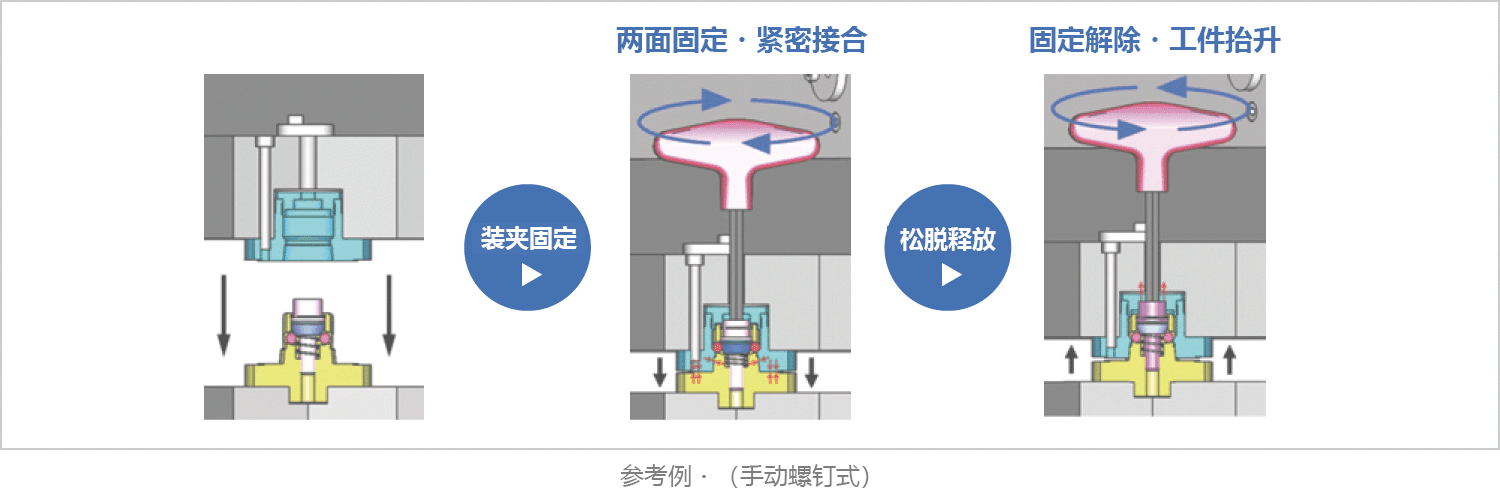
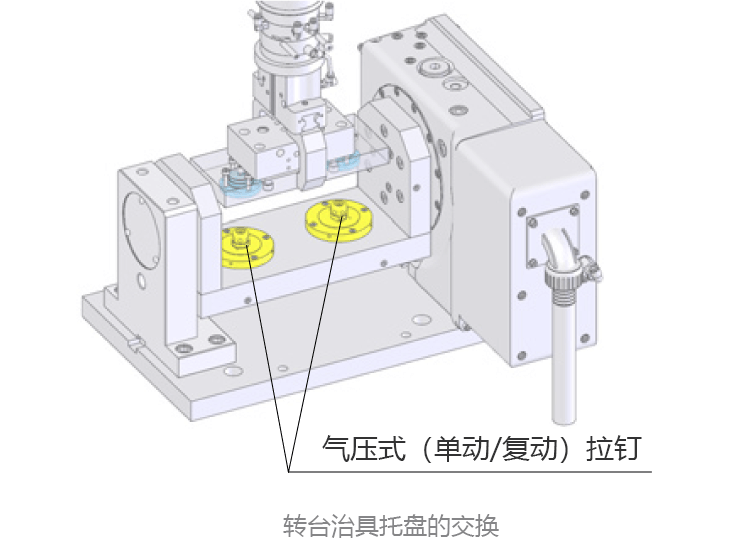
快速装夹
这是工件和夹具装夹作业最适合的元件。可以从气压式和油压式中选择。
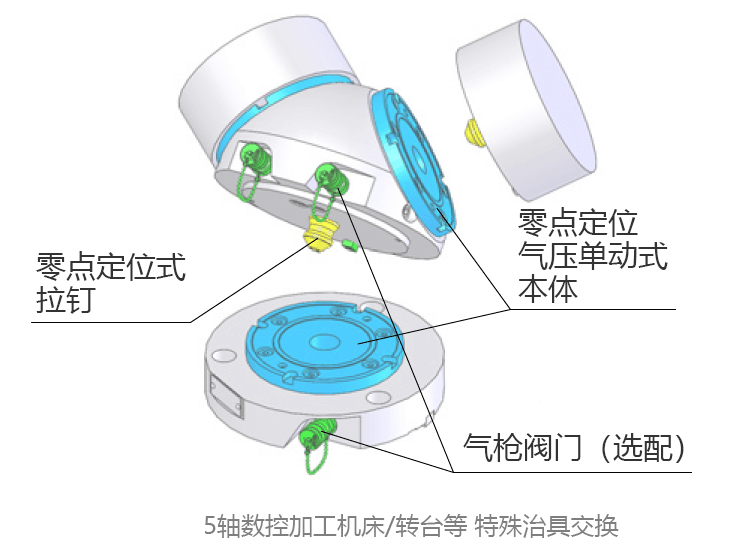
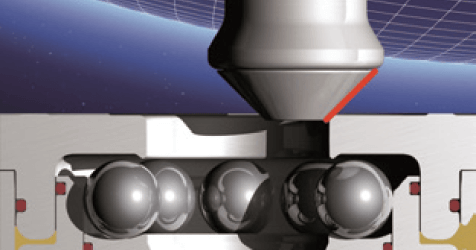
空气枪
使用空气枪清除元件内部的切屑。
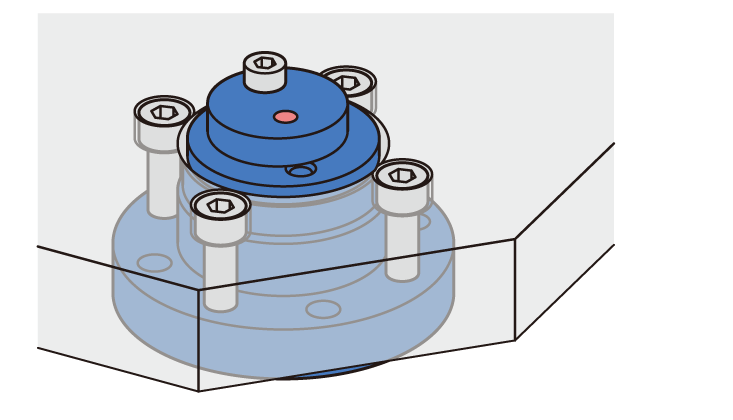
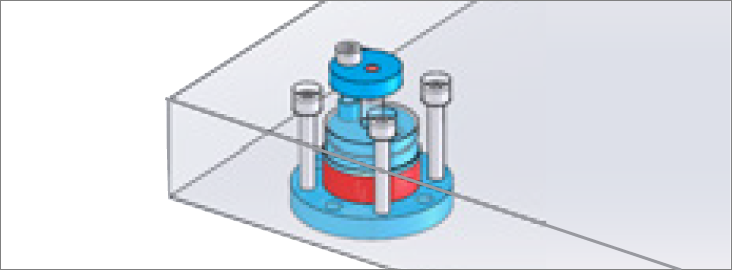
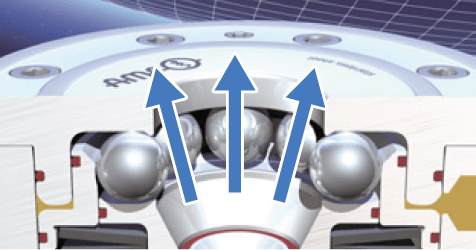
引导构造
衬套侧的插入口大,简单操作可脱落。
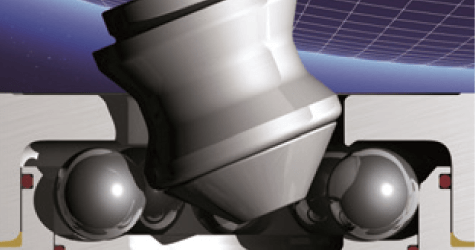
对应倾斜调整
由于销具有锥形形状、因此可以以倾斜状态插入和移除销。
(可以自动居中)

安全结构
即使油泄漏到弹簧侧、安全装置也可以松开。
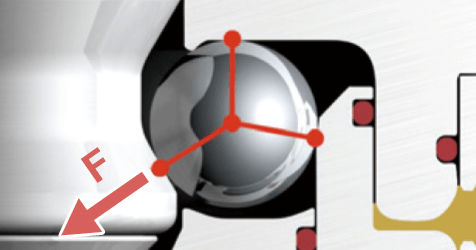
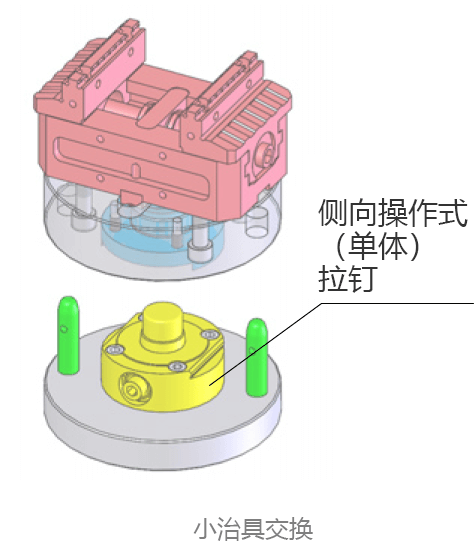
夹紧力
施加在销上的夹紧力沿F方向施加。












![]()
〒500-8743 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
![]()
Copyright © NABEYA Co.,Ltd. All Rights Reserved.

