











什么是夹持工装零部件
构成“紧固工具”的最小单位的零部件。可自由组合,除了可进行工件的正式夹紧外,还可用于辅助夹紧(初步压紧),导向零部件的固定等多种用途。
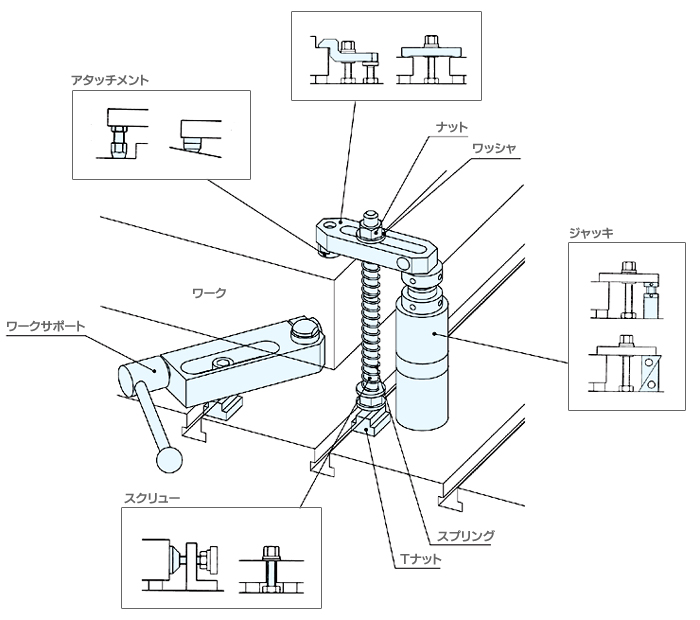
螺母
用于螺钉部紧固或进给。请根据使用状况进行选择。

垫圈
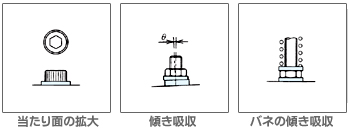
除了用于保护紧固面外,还可防止弹簧等发生倾斜
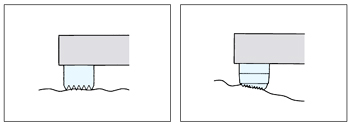
对应工件表面形状的夹杆和附件
根据形状选用夹杆或其所需的附件后,可扩大夹紧范围
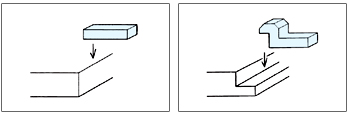
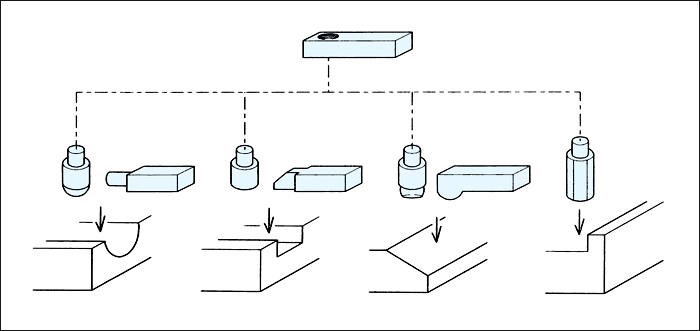
附件根据表面形状及表面粗糙度选择。若为精加工面,可使用软质材质或经磨削的附件。对于黑皮表面,需选择防滑形状的附件
一般来说,夹具使用千斤顶及台阶型垫块等可进行调整并适合负荷大小的支撑座。
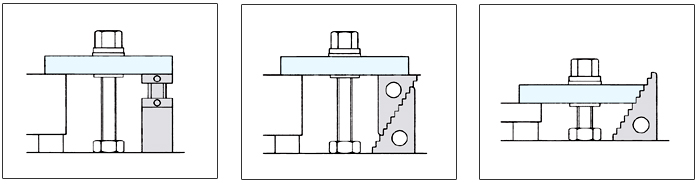
另外,也可根据用途选择带螺孔的支撑用夹杆,与支撑座一体化的支架式夹具。
螺钉的紧固力
为获得所需的夹紧力,需事先了解螺钉的扭矩与轴力的关系。这样,可用适当的扭矩进行适当的紧固。若扭矩过小,可能会造成螺钉的松动。而若扭矩过大,也可能会导致组件变形,损坏。即使螺钉的尺寸相同,因摩擦,表面处理,硬度等方面略有不同,轴力也会产生差异,请加以注意。下表仅供参考,请根据实际情况进行确认。
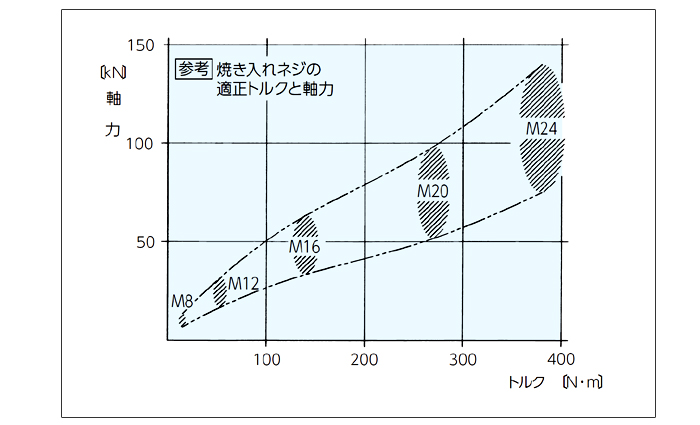
●螺钉的轴力
相对于螺钉轴中心的扳手长度与扳手旋转力的乘积。螺钉的轴力(施加于夹杆的压力)由扭矩的大小决定。
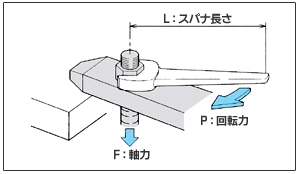
例)使用30cm(0.3m)的扳手拧入M12(淬火品)的螺栓时,需要多大的旋转力?
T=P・L より P=T/L
从上页的图表,若假设使用扭矩为 50N・m则P=50/0.3≒167(N)。而此时产生的轴力为1.5~3TON "
●螺钉的紧固力
在螺钉上施加扭矩后,由所产生的轴力引起的作用于夹杆两端的力可通过下式计算。
F = fa + fb ----①
fa・a = fb・b----②
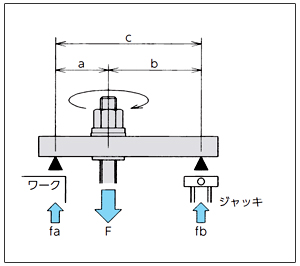
F (kN) : 螺钉的轴力 fa=F・b/(a+b)
a (cm) : 締付部~クランプ端の距離
b (cm) : 締付部~ジャッキ端の距離
fa(kN) : クランプ端に加わる力
fb(kN) : ジャッキ端に加わる力
例)F=30kN
a=5cm
b=10cm时
由②式,可得
fb=fa・a/b
代入①式,则作用夹具段的力为
fa=F・b/a+b
=30x10/15
=20(kN)
另外、作用于千斤顶端的力为
fb=F-fa
=10(kN)
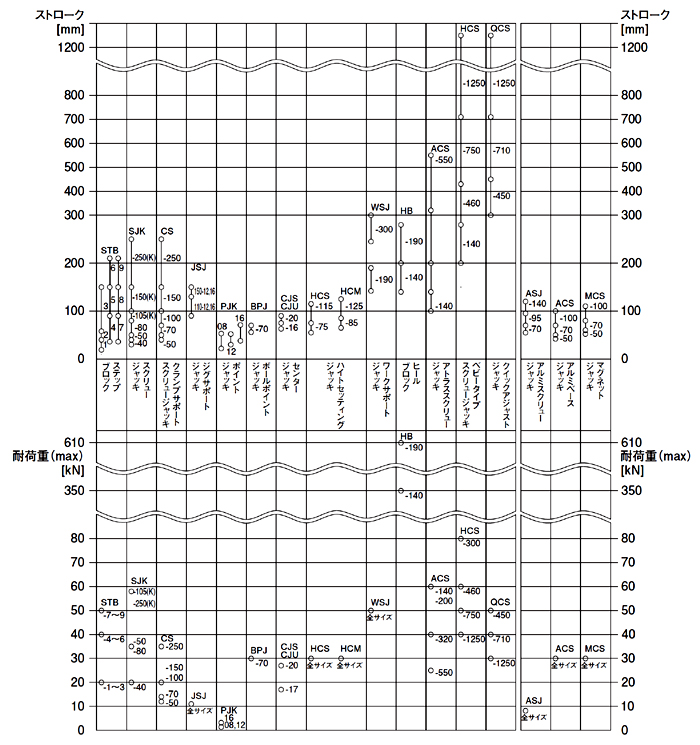
千斤顶的选定
应根据工件高度以及由夹紧力产生的负荷选择千斤顶
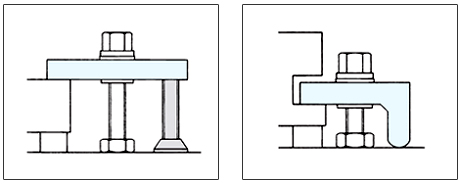
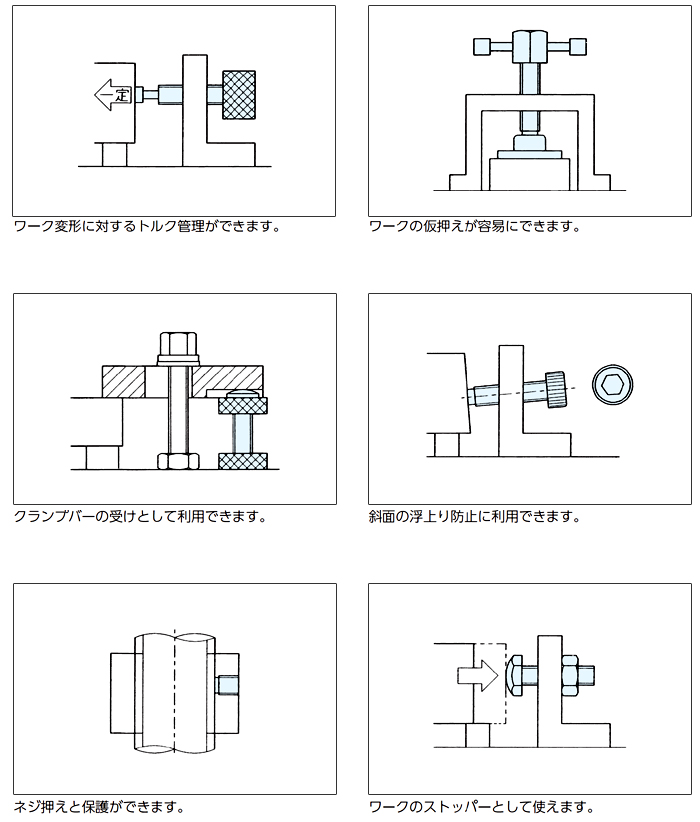
螺钉的选择
根据使用目的的不同,有多种使用方式
工件支撑座
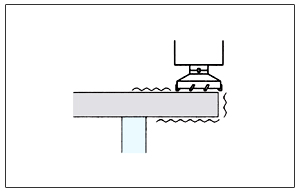
加工薄型工件时,根据加工条件的不同,工件可能会产生震动(颤动)。
若继续加工,可能会导致精加工面精度不良或损害刀具。
此时,需要在可防止震动的位置配置支承元件。要防止振动,需要在产生振动
的位置进行支承,一般使用具有调整功能的支承元件。
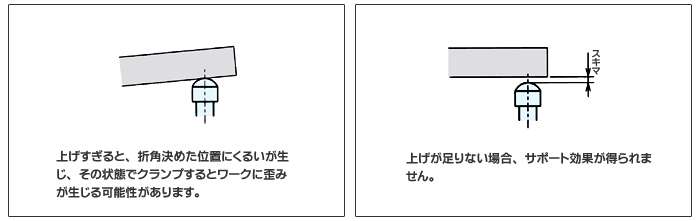
千斤顶等虽可替代使用,但若在设置工件后进行调整,
可能会导致工件变形,定位精度降低。
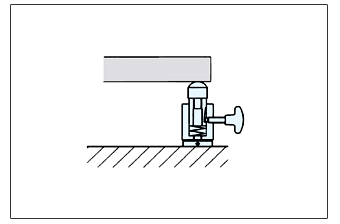
备有弹簧式,可提供可靠支承。
该方式利用弹簧行程和弹簧力,使支承元件与工件紧密接触,并可在此状态下锁定,从而实现稳定支承。
 |
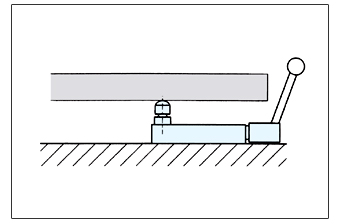 |
| 通过工件的自重按下弹簧。在此状态下, 工件与辅助支撑在弹簧力的作用下与工件紧密接触,通过锁定实现稳定支承。 | 需要支承工件内部或通过远程操作进行支承时,则使用支撑块较为方便。 |













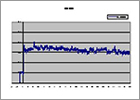

 使用低床除振台
使用低床除振台
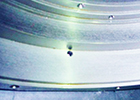
 图像晃动消失
【产品説明】
高倍率的显微镜、画像検査器、精密测量器、粗糙度测量计、粘度计的振动最适合使用。设置面高15毫米。
图像晃动消失
【产品説明】
高倍率的显微镜、画像検査器、精密测量器、粗糙度测量计、粘度计的振动最适合使用。设置面高15毫米。