专注于治具单元,防震零部件,致力于机械加工的标准化,生产效率化及高品质化
![]()
![]()
本系列包含各尺寸、形状的方箱及治具托盘。以下为您介绍方箱以及治具托盘的选择方法。
这是根据机床规格选择一种方法。
从机械规格中进行选择时,需要根据「主轴」、「工作台尺寸」和「装载重量」这三个要素进行判断。无论何种选择方式・都需考虑托盘・治具的组合方式。
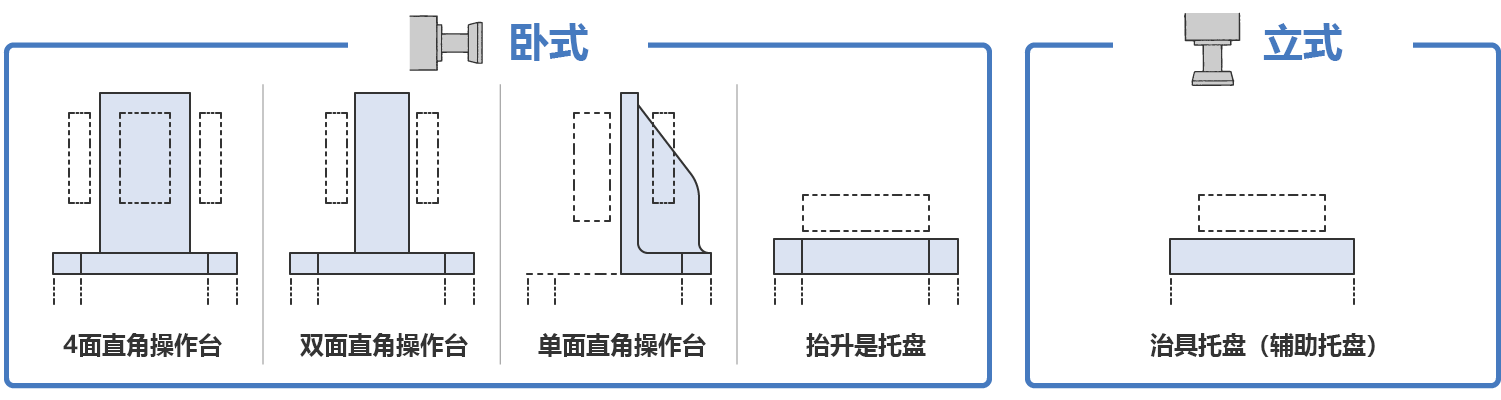
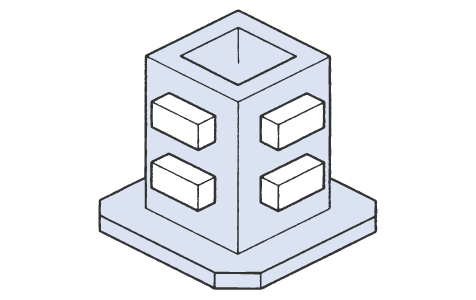
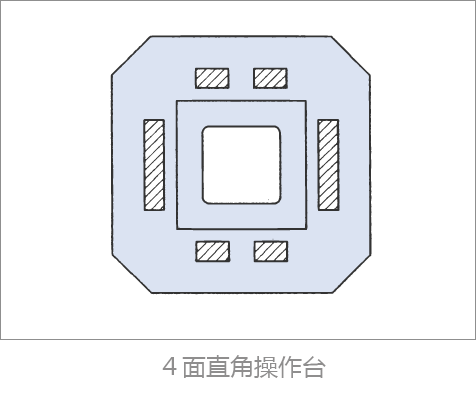
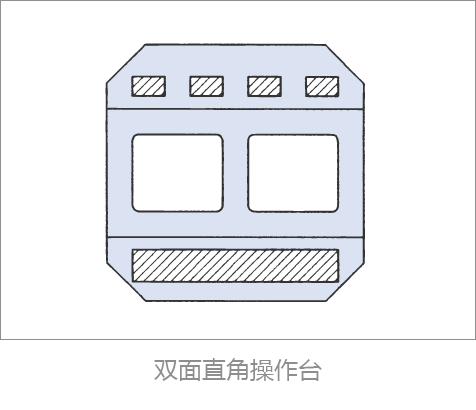
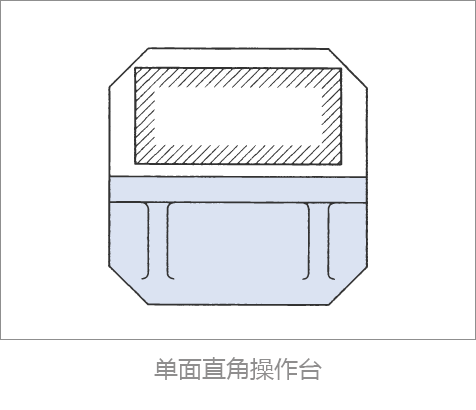
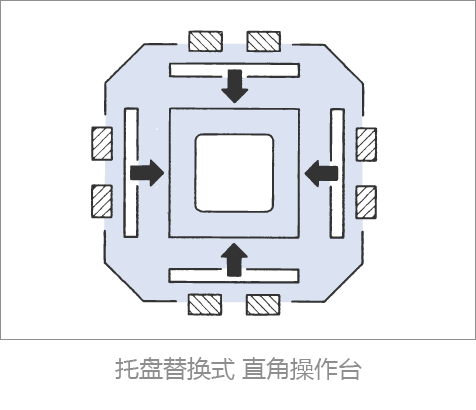
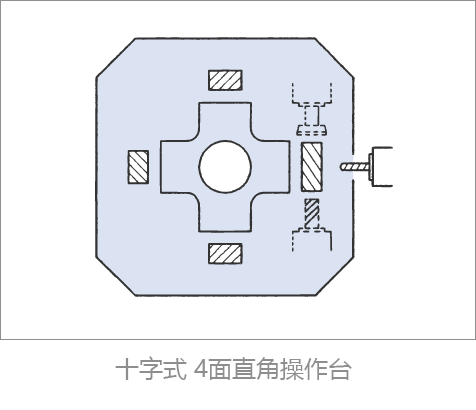
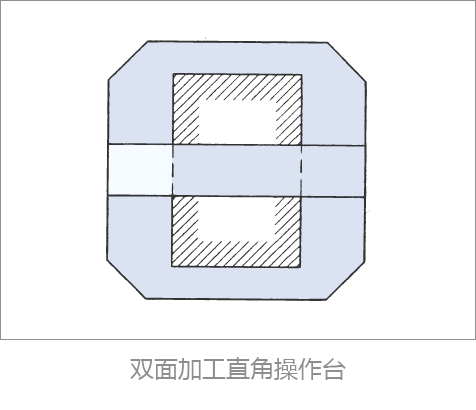
根据主轴方向的不同、托盘元件的种类也不同。
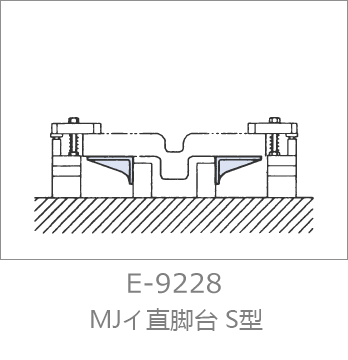
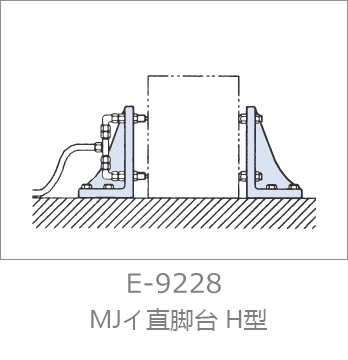
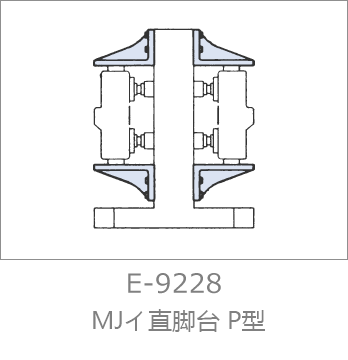
卧式机床可适配:4面方箱・2面方箱・单面方箱以及抬升是托盘、立式加工可适配・治具托盘(辅助托盘)
通常选择的托盘需要与机床桌台尺寸相同。
卧式机床通常使用JIS标准。
立式机床需要考虑安装方式以及是否配置导油槽。
设定与设备托盘匹配的安装孔。
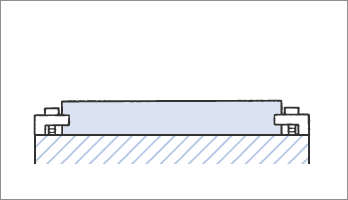
使用安装固定夹具时,需要预留出夹具的空间。
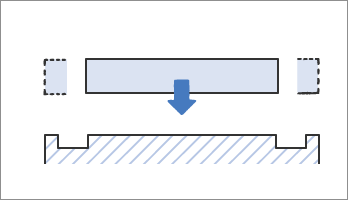
需要额外考虑导油槽的位置。
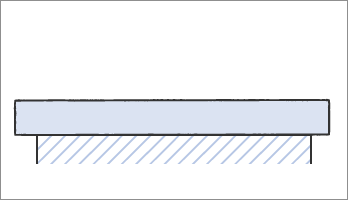
考虑到干扰和负载重量,还可以采用悬垂方法,扩大设备托盘。
托盘等搭载物的重量、需要严格控制在最大搭载重量以内。

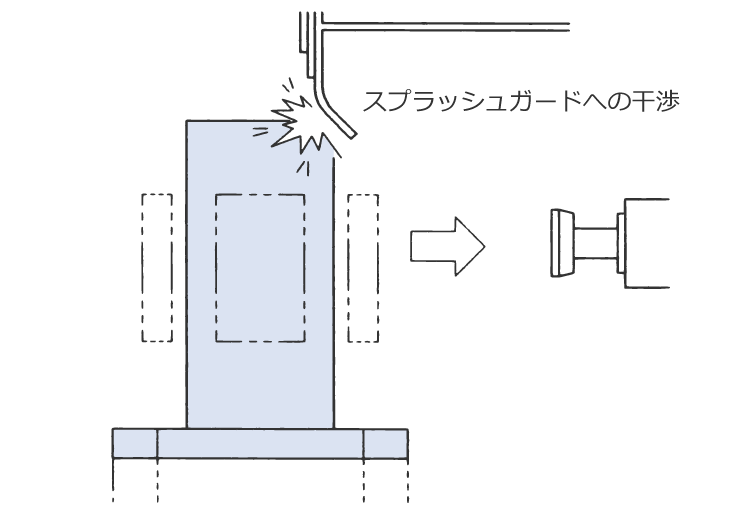
特别是卧式CNC,因方箱或托盘元件的高度,会与防溅板发生干扰。
需要考虑托盘元件・工件・治具的组合。
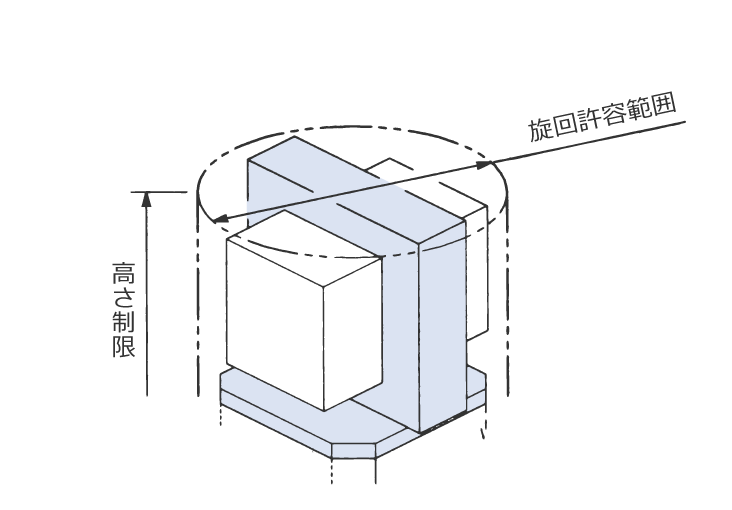
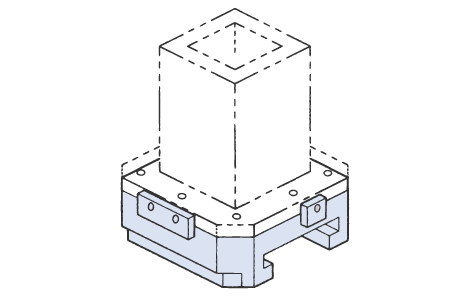
尤其是在卧式加工中心中、基础元件的选择取决于工作尺寸・工作类型・工序数量・产品数量等。
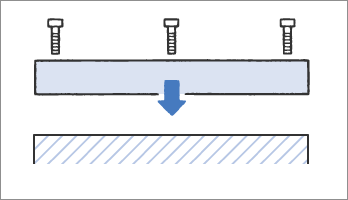
大多数方箱都是自切割规格。 通过用户自己再加工、以达到完美适配设备的精度。
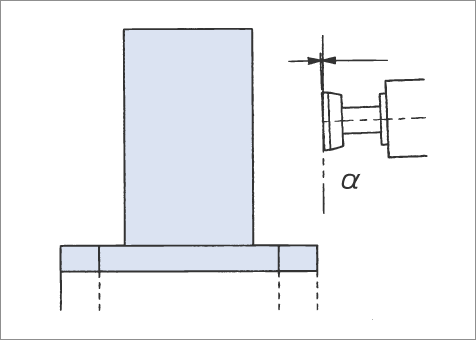
严格来说、任何工件都是有误差的。同样、您的设备也存在容许范围以内的误差。
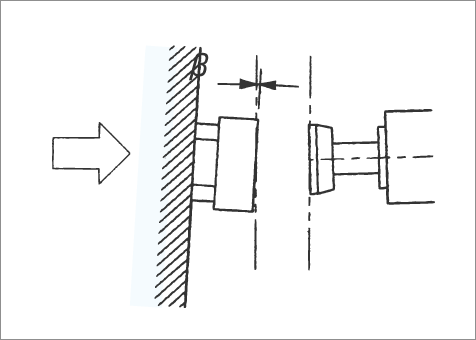
如果所用机器的误差、基础元件的误差以及夹具的误差(例如定位)重叠、则可能会发生超出容许范围的较大误差。
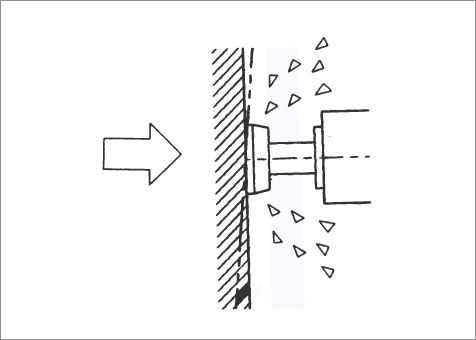
如果您使用设备进行切割,您将获得与机器相匹配的精度。
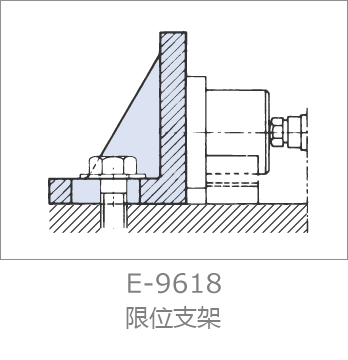
设置在基础元件的使用表面上的凹槽和孔主要具有以下功能。
T型槽比孔具有更多的自由度,但可复制性较差。

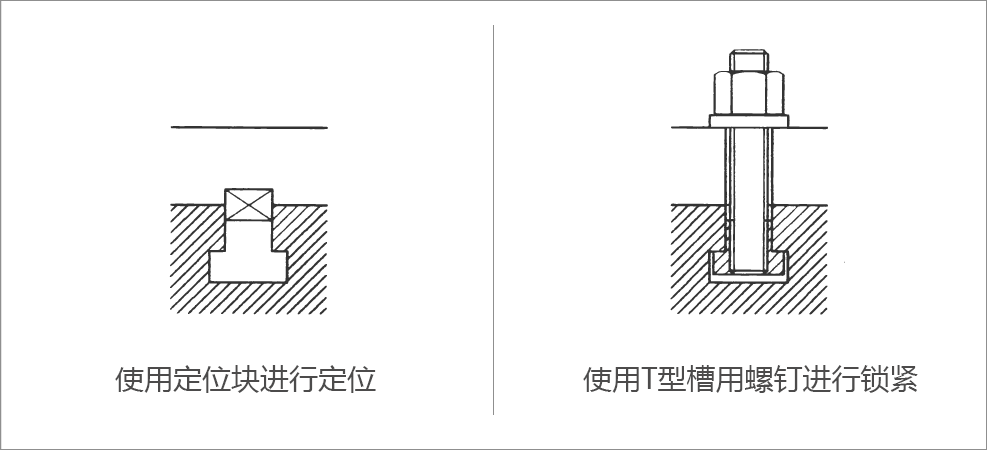
基准孔对比T型槽,会有很好的重复性,但自由度低
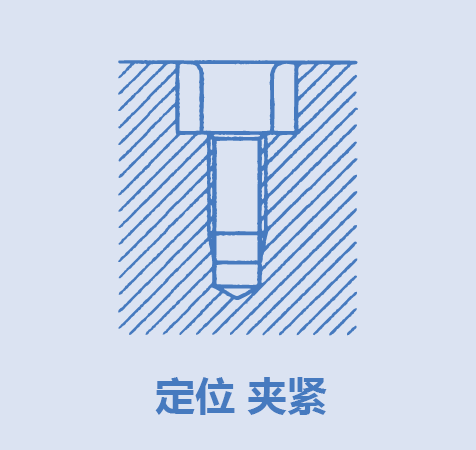
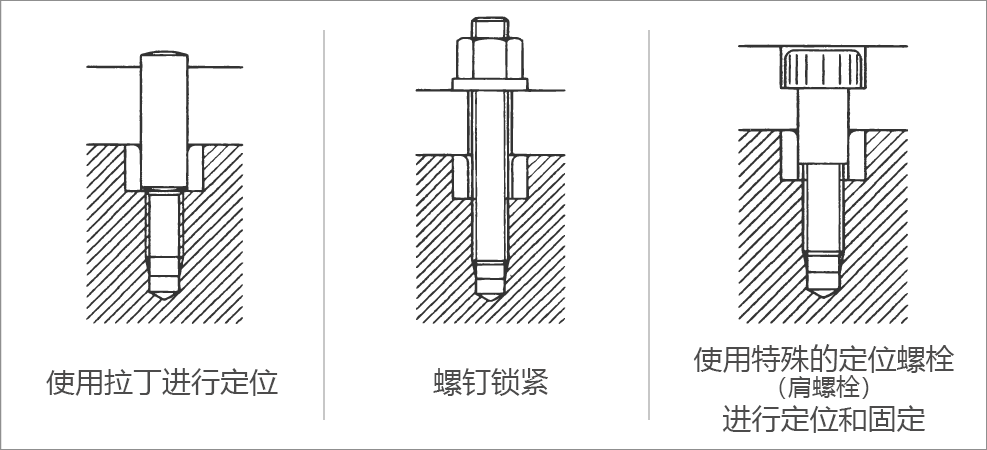
销孔并非定位孔。
U型槽并非锁紧用。















![]()
〒500-8743 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
![]()
Copyright © NABEYA Co.,Ltd. All Rights Reserved.

