专注于治具单元,防震零部件,致力于机械加工的标准化,生产效率化及高品质化
![]()
![]()
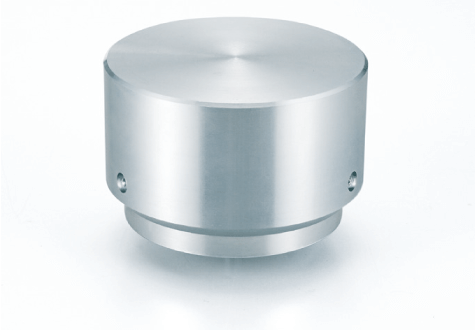
MTB电磁吸盘具有强有力的吸附力、从工件下方快速夹紧。并且对于加工的干涉少、可以5面加工、可以自由配合机械加工台多枚使用等优点。接下来介绍此产品的选择时的要点。
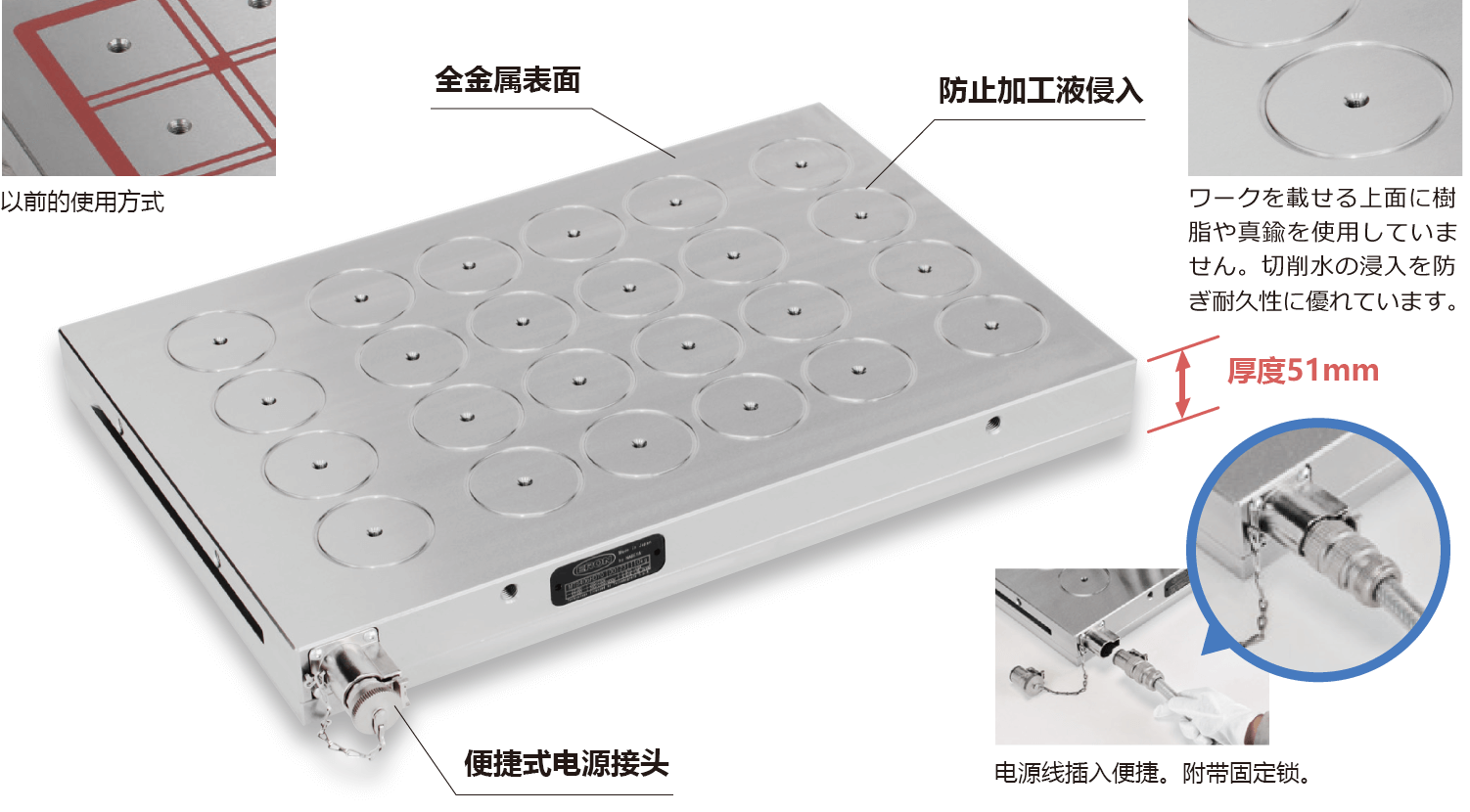
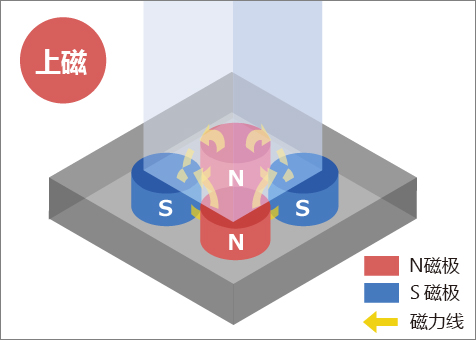
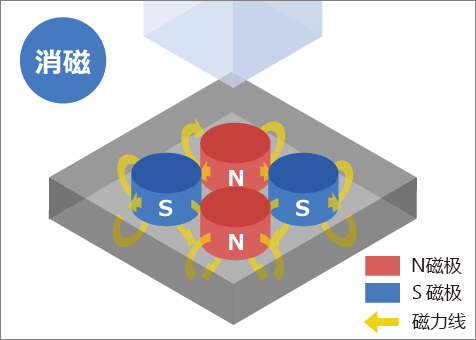
切屑加工的切削推力并不是一个方向、所以强的夹紧力是十分必要的。磁极是使用强力的特殊化学元素的磁石制作而成、可以产生6150N的吸附力。因磁极的N磁极流向S磁极的原因、切屑才不易粘付在工件上。另外、圆形的磁极圈、电磁吸盘内的磁气流动可以得到很好的控制、在使用时与关闭时也不易发生磁气的流失。
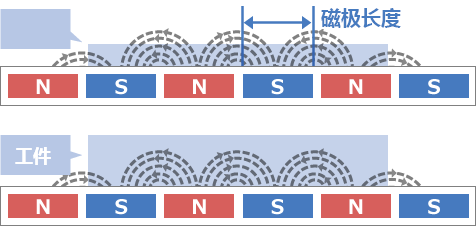
工件的厚度是磁极长度的一般以上、工件上也不易粘付切屑(SS400的情况)
例.如MTB***HD70的情况、30㎜
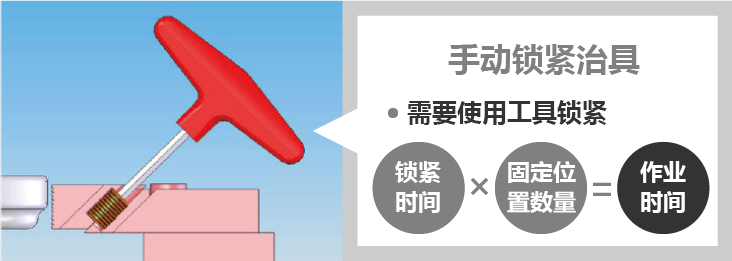
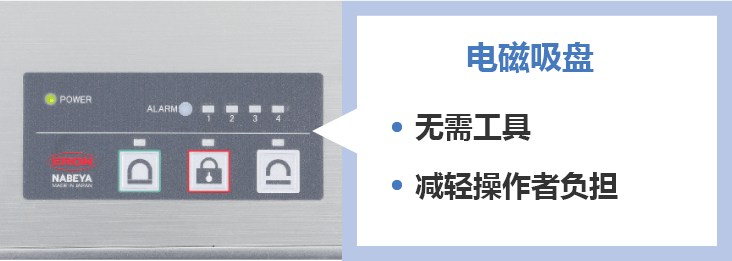
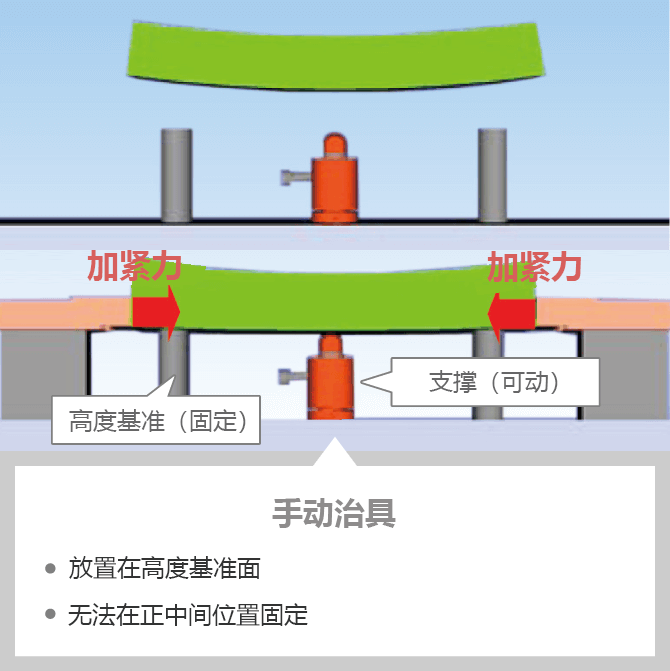
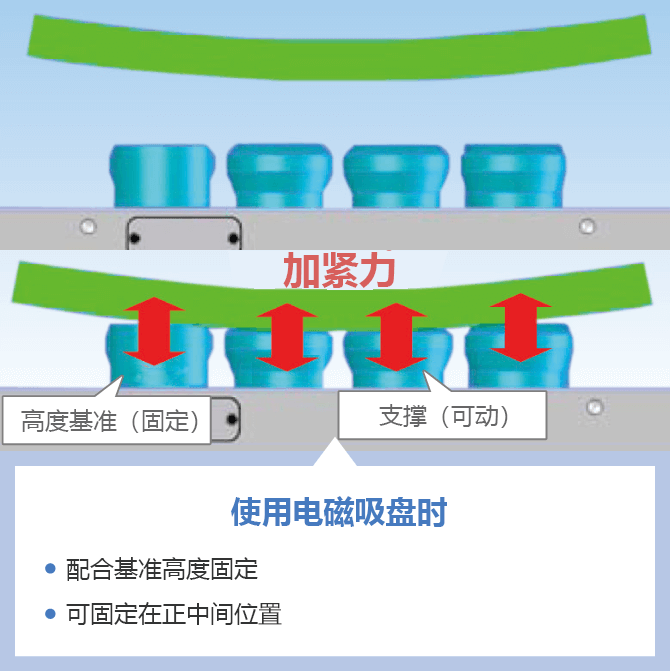
与一般的手动操作装夹的夹具相比、电磁吸盘的的操作仅是简单按键操作。
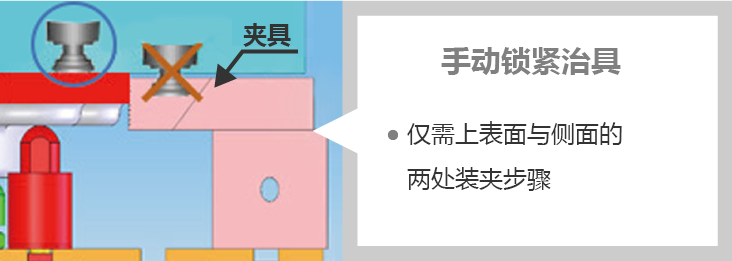
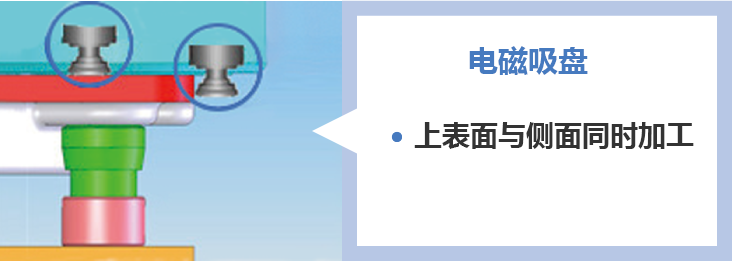
从下方吸附工件夹紧、无须担心对刀具的干涉。




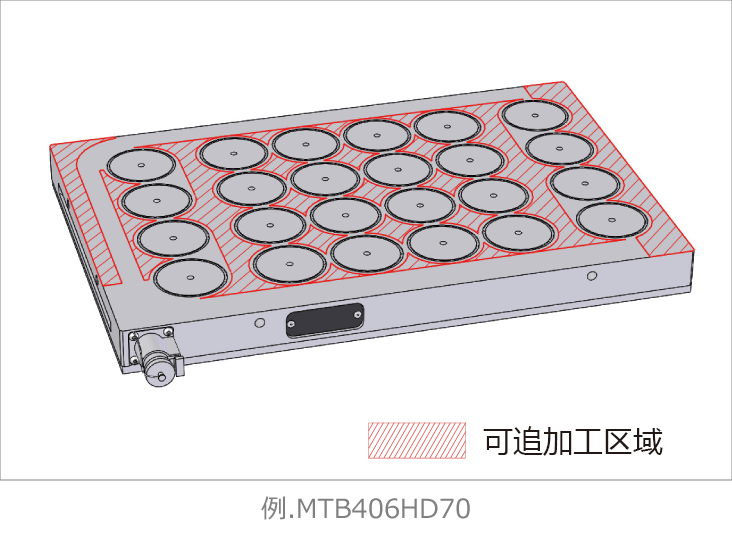
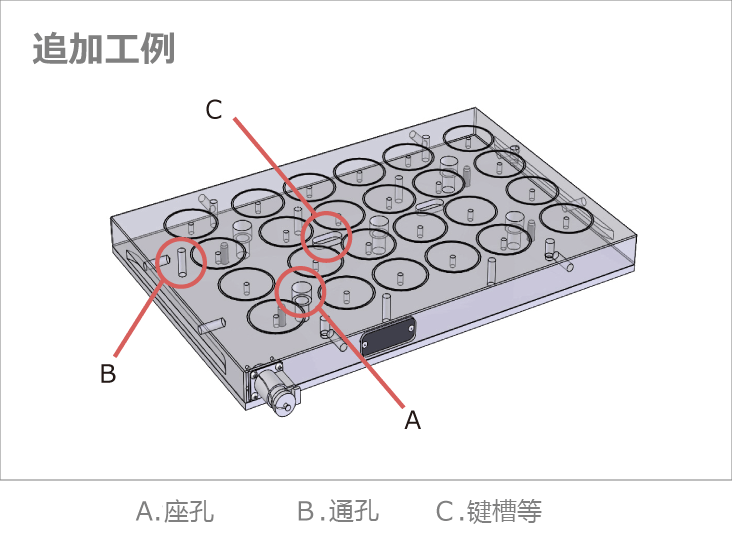
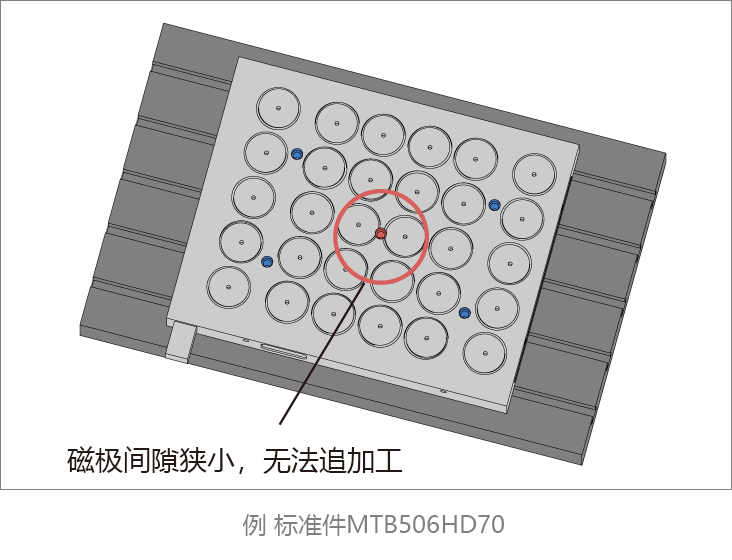
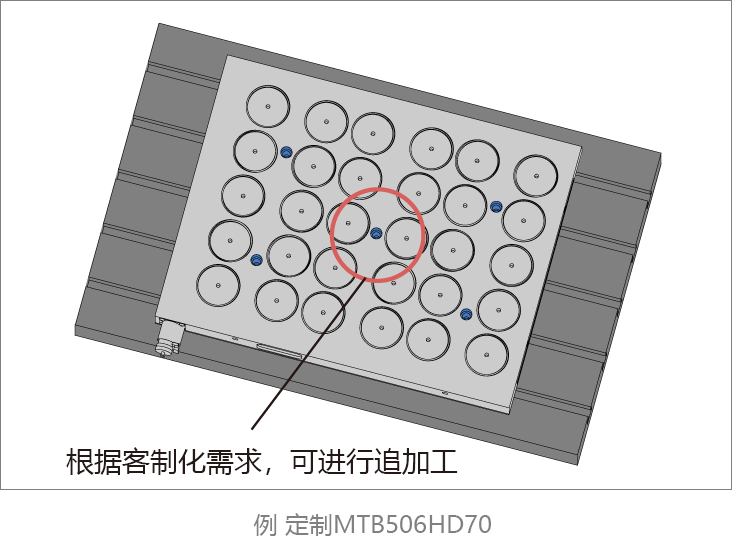
通过额外的加工、可以容易地制造专用夹具。通过使用附加的加工和NABEYA标准、可以极大地扩展使用场景。本公司可以执行其他加工(可选)、但客户也可以执行其他加工。
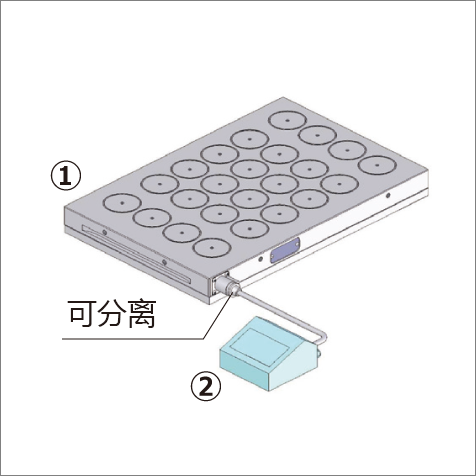
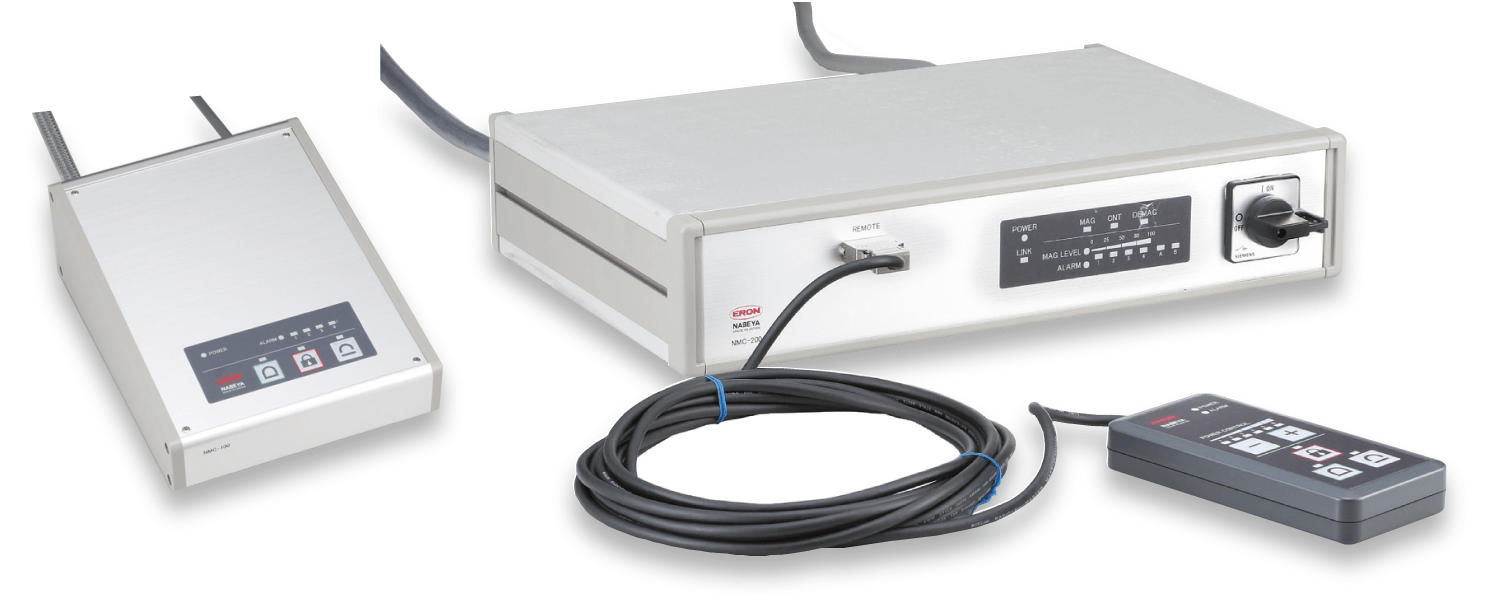
①电磁吸盘:1台
②控制器:1台
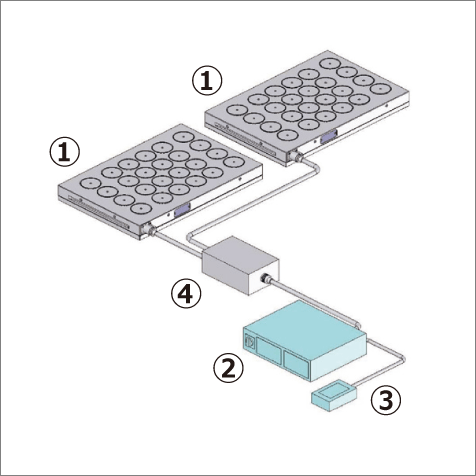
①电磁吸盘:2台
②控制器(多台吸盘的案例):1台
③遥控器:1台
④接线盒(附属品):1台
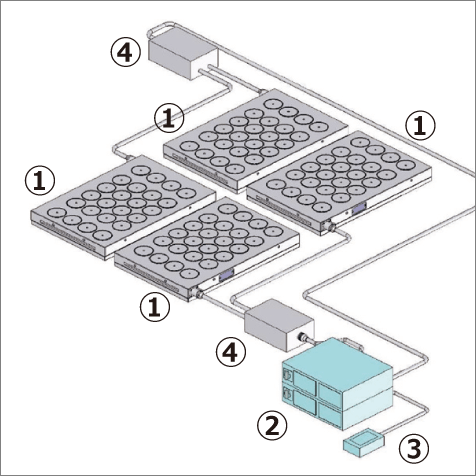
①电磁吸盘:4台
②控制器(多台吸盘的案例):1台
③遥控器:1台
④接线盒(附属品):2台

| 4盏LED显示灯灯 | 显示灯内容 | 対策 | |||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||
| 亮灯 | 夹紧放磁中未检测出电流 (输入电线未连接) |
接线处是否接触不良检查。 请检查连接器是否有异常。 |
|||
| 亮灯 | 消磁时未检测到电流 (输入电线未连接) |
检查输出电缆连接。 请检查连接器是否有异常。 |
|||
| ・ ・ ・ |
・ ・ ・ |
||||
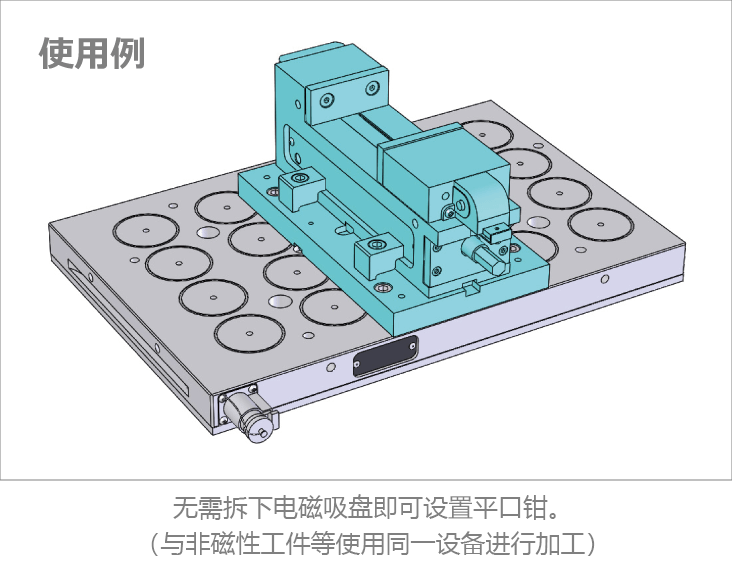
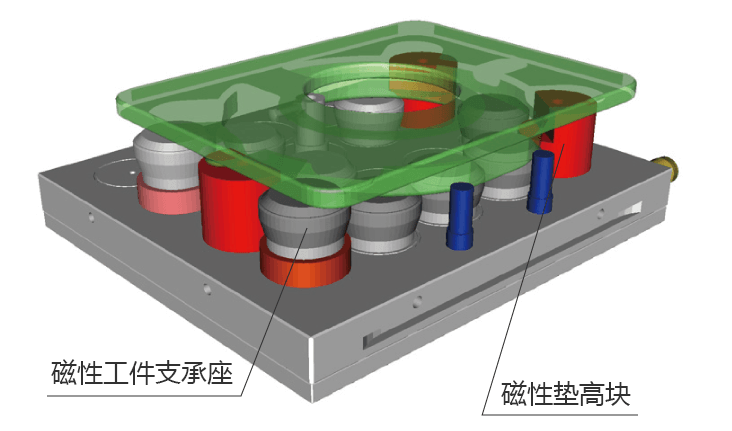
电磁工件辅助元件可以辅助不规则的工件同时可以有效夹紧工件和定位。
特别是不规则的形状的工件以及加工易影响的工件、可以使用电磁垫高块一同使用。
※使用磁气垫高了、可以保护电磁吸盘的表面。
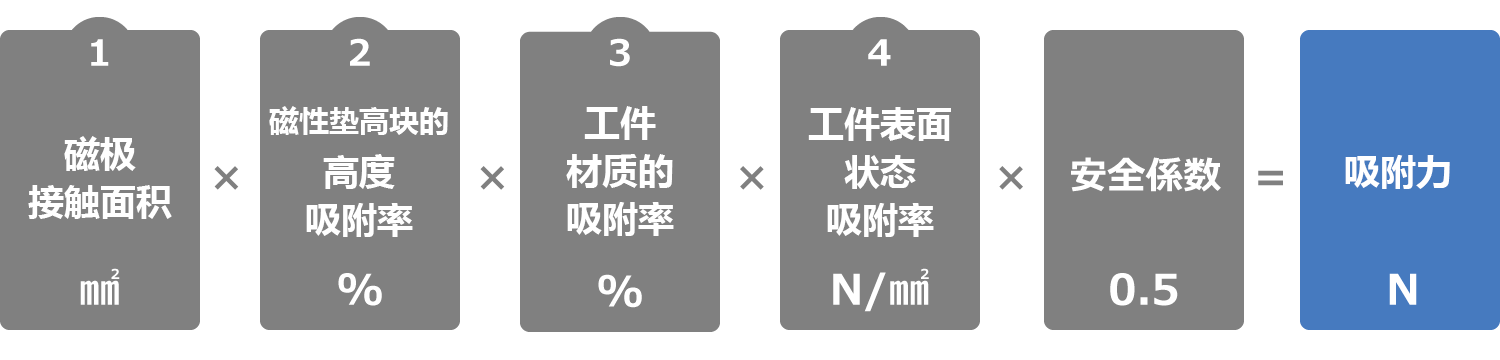
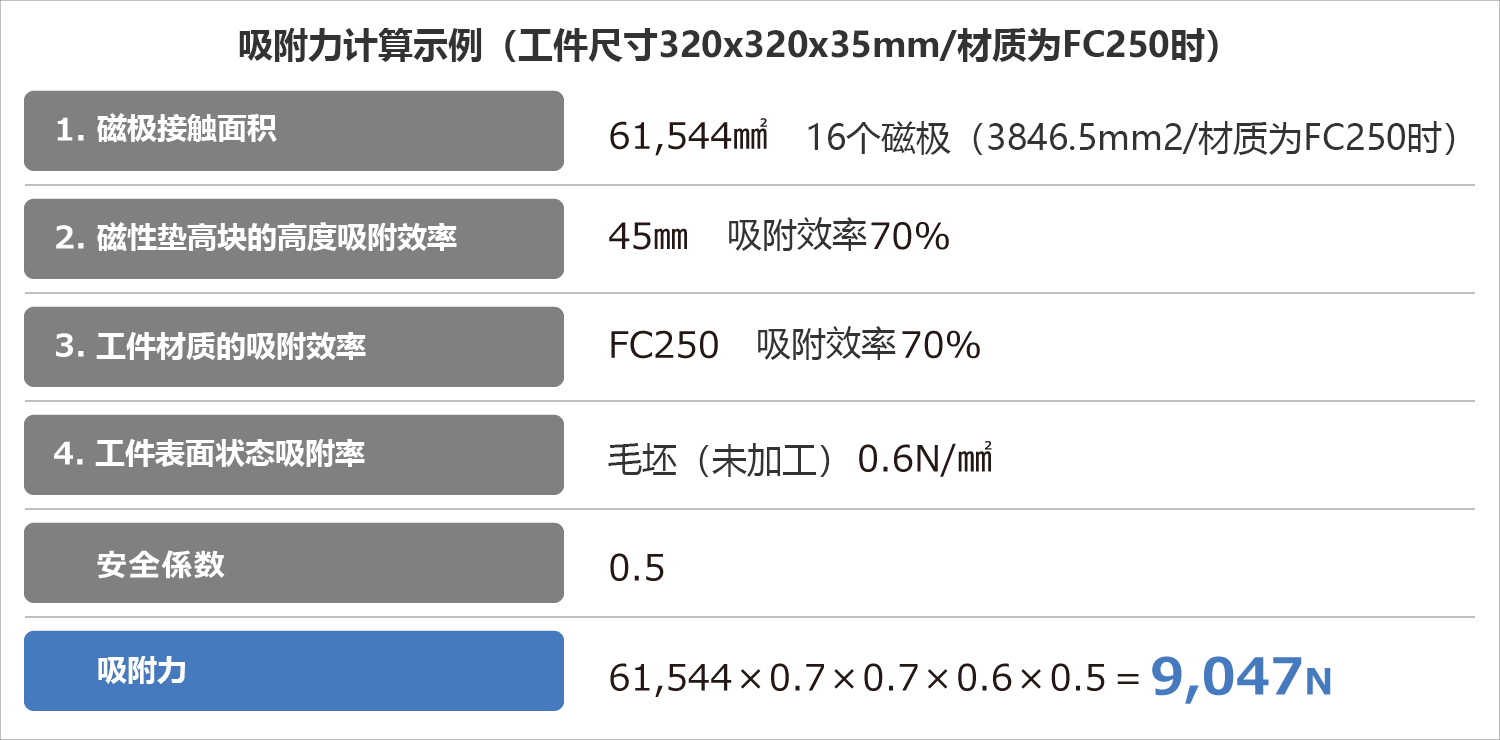
电磁吸盘的夹紧力会随着各种条件发生变化。
使用之前请考虑之后、再判断是否可以使用此产品。
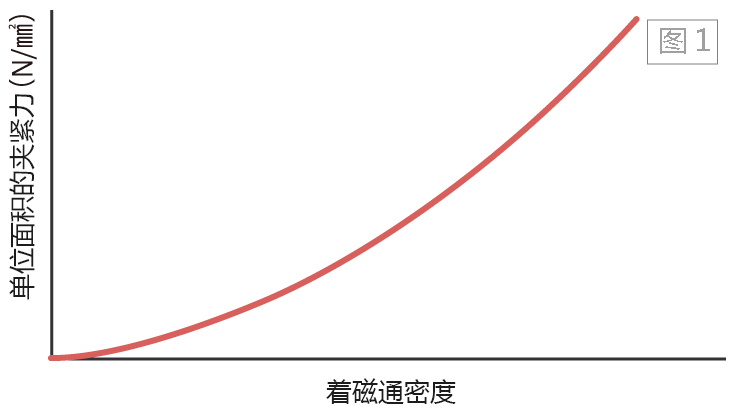
通过工件的磁通量是决定夹紧力的条件。为了确保固定、必须将尽可能多的磁通量吸收到工件中。单位面积的夹紧力随着磁通密度的增加而增加。
在普通夹具的情况下、可以通过将其正确放置在永久性电磁吸盘的北极和南极上来吸收尽可能多的磁通量。 (图1)
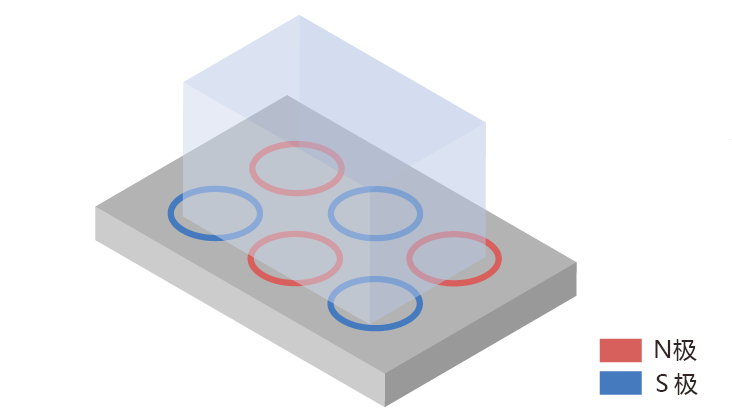
相邻的磁极具有不同的磁性、因此应平衡地安装工件、以使相同数量的N极和S极彼此接触。
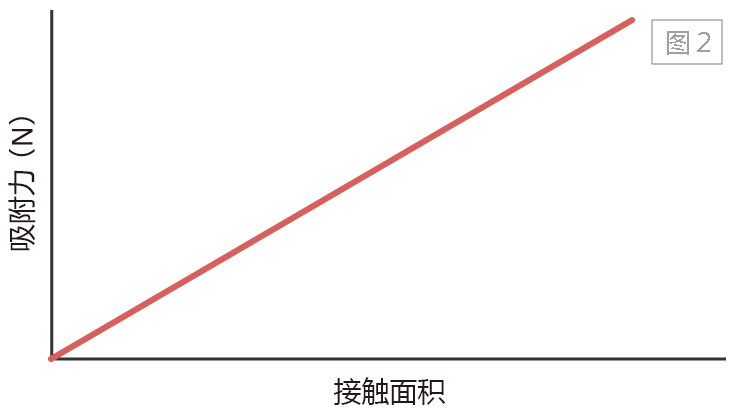
吸引力与工件的磁极接触面积的增加成比例地增加。如果接触面积增加一倍、通过工件的磁通量也将增加一倍、吸引力也将增加一倍。(图2)
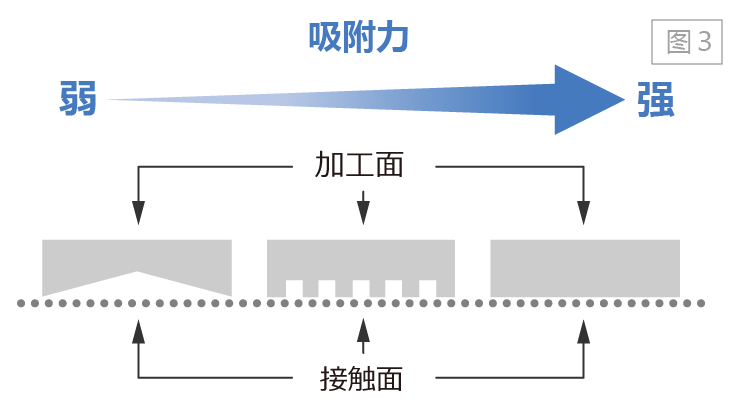
また、接触面の凹凸が少ないほど吸着力は強くなります。(図3)
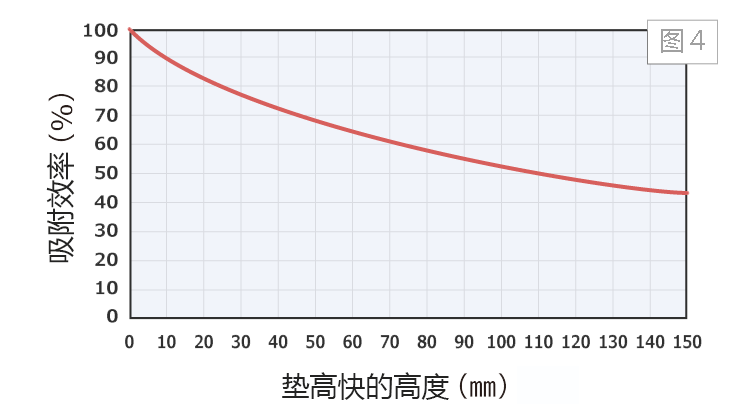
垫高块(磁高块等)越高,流向工件的磁通量越少。从右图考虑吸附效率。(图4)
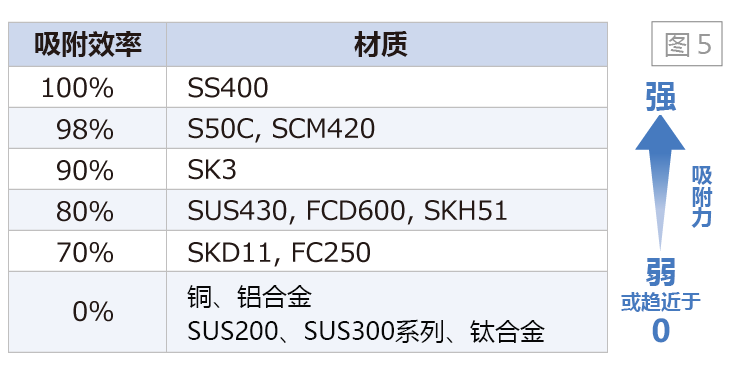
加工的工件或者磁气垫高块的材质都需要考虑吸力。(図5)
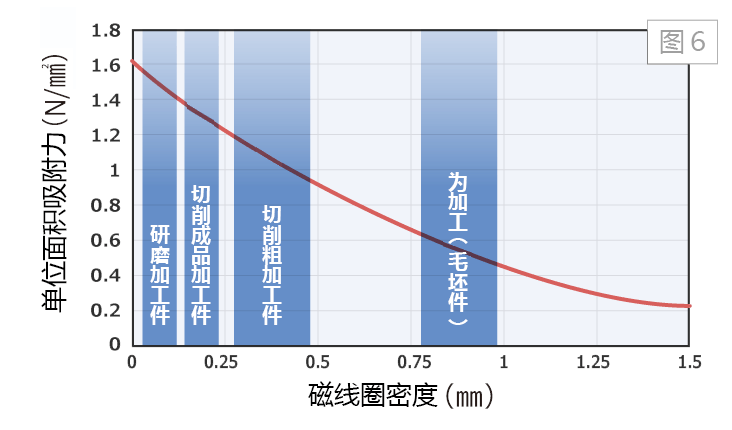
吸力根据工件或垫高块的表面状况(附着力=气隙)而变化。根据表面的加工条件求出每单位面积的吸附力。(图6)
工件中的磁通量从磁卡盘的一个极的中心到另一个极的中心成半圆流动。如果工件的厚度小于该半圆、则磁通会从工件中逸出,夹紧力将无法充分发挥。请使用适当厚度的工件(19毫米或以上)、以允许所有磁通量流过。
另外、为了最大程度地发挥吸力、请将其用于4磁极以上或更大的尺寸(大于推荐的尺寸)。(图7)
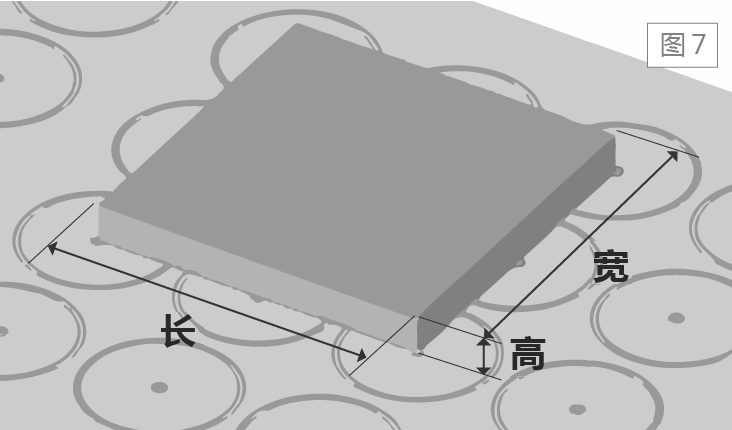
工件的最佳尺寸推荐(㎜)
| 长 × 宽 × 高 | 166×166×19以上 |
|---|
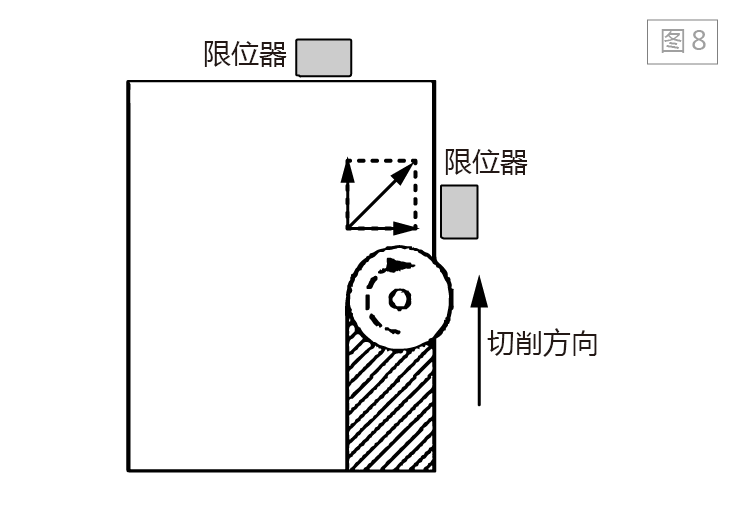
如果切削推力的方向与吸力表面水平,则吸力必须是切削推力的3至10倍。(摩擦系数0.1至0.3)如果所需的保持力与吸力表面平行、则应在切削推力方向上安装工作限位器(限位器)、可以显着减小吸力。(图8)
由于磁性趋于残留、因此可能难以从磁卡盘上移除热处理过的工件(剩磁)。
残留的磁气、请使用脱磁器。
根据机床工作台的形状、可能无法将MTB电磁卡盘作为标准设备安装、对此。我们为此类客户提供定制产品。












![]()
〒500-8743 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
![]()
Copyright © NABEYA Co.,Ltd. All Rights Reserved.

