专注于治具单元,防震零部件,致力于机械加工的标准化,生产效率化及高品质化
![]()
![]()
全41件中 表示31~41件
 E-1147/扳手式下压夹具212
E-1147/扳手式下压夹具212 E-1142/扳手式下压夹具111
E-1142/扳手式下压夹具111 E-1148/扳手式下压夹具213
E-1148/扳手式下压夹具213 E-1148L/扳手式下压夹具213-L
E-1148L/扳手式下压夹具213-L E-1149/扳手式下压夹具251
E-1149/扳手式下压夹具251 E-1149L/扳手式下压夹具251-L
E-1149L/扳手式下压夹具251-L E-1150/扳手式下压夹具252
E-1150/扳手式下压夹具252 E-1150L/扳手式下压夹具252-L
E-1150L/扳手式下压夹具252-L E-1175/组装用螺钉911
E-1175/组装用螺钉911 E-1176/双侧自定义固定螺钉931
E-1176/双侧自定义固定螺钉931 E-1177/角度可调固定螺钉912
E-1177/角度可调固定螺钉912


























![]()







![]()






 【导入前的课题及问题】
两个锚溶接,使用两个肘式夹具,但工件没有夹持两个夹具的空间,保持方法十分困难。
【对策及导入后的效果】
将肘节式夹具的前部安装支承手臂,可以同时固定两个锚,空间问题得到解决。
【导入前的课题及问题】
两个锚溶接,使用两个肘式夹具,但工件没有夹持两个夹具的空间,保持方法十分困难。
【对策及导入后的效果】
将肘节式夹具的前部安装支承手臂,可以同时固定两个锚,空间问题得到解决。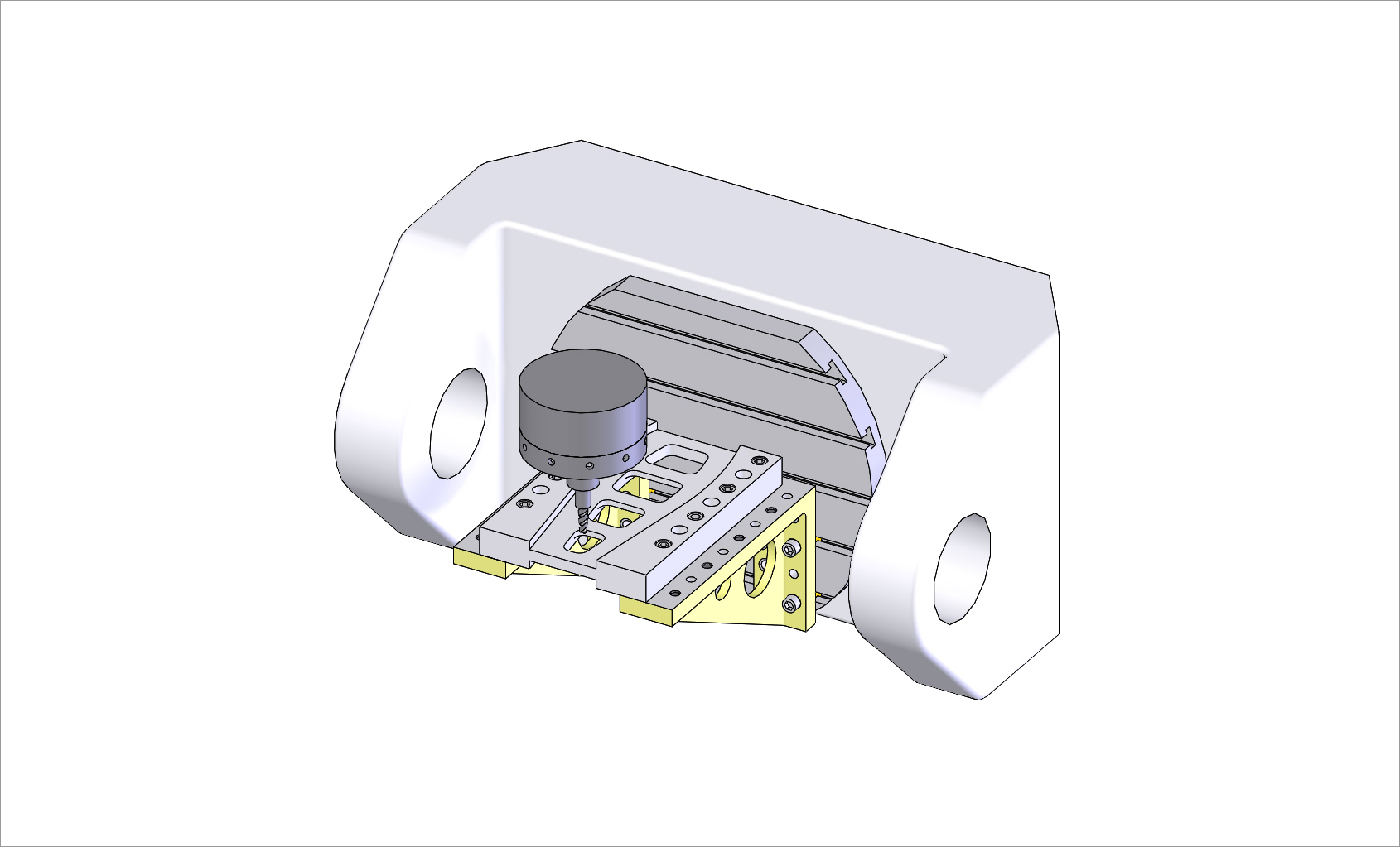 【导入前的課題和問題】
使用5轴加工机加工的时候,为消除工件的安装误差需要一次性夹紧两个面。
【对策及导入后的效果】
配置窄型三角工作台2台,避开加工部分、可实现两面加工。一次性夹取工件加工,无需再次找准芯。
【导入前的課題和問題】
使用5轴加工机加工的时候,为消除工件的安装误差需要一次性夹紧两个面。
【对策及导入后的效果】
配置窄型三角工作台2台,避开加工部分、可实现两面加工。一次性夹取工件加工,无需再次找准芯。 【导入前的课题及问题】
以前使用外部交换用治具交换用Q-lock的工作台,在制作新的治具板时,想夹取更多的工件。想使用以前的横式夹具。
【对策及导入后的效果】
考虑使用一个夹具可以夹紧两个工件,工件的尺寸及加工内容,另外考虑到治具制作费,采用了快速测压块,与以前产品相比,相同的大小的治具板,可以增加10个工件。
【导入前的课题及问题】
以前使用外部交换用治具交换用Q-lock的工作台,在制作新的治具板时,想夹取更多的工件。想使用以前的横式夹具。
【对策及导入后的效果】
考虑使用一个夹具可以夹紧两个工件,工件的尺寸及加工内容,另外考虑到治具制作费,采用了快速测压块,与以前产品相比,相同的大小的治具板,可以增加10个工件。
 【导入前的课题及问题】
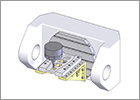
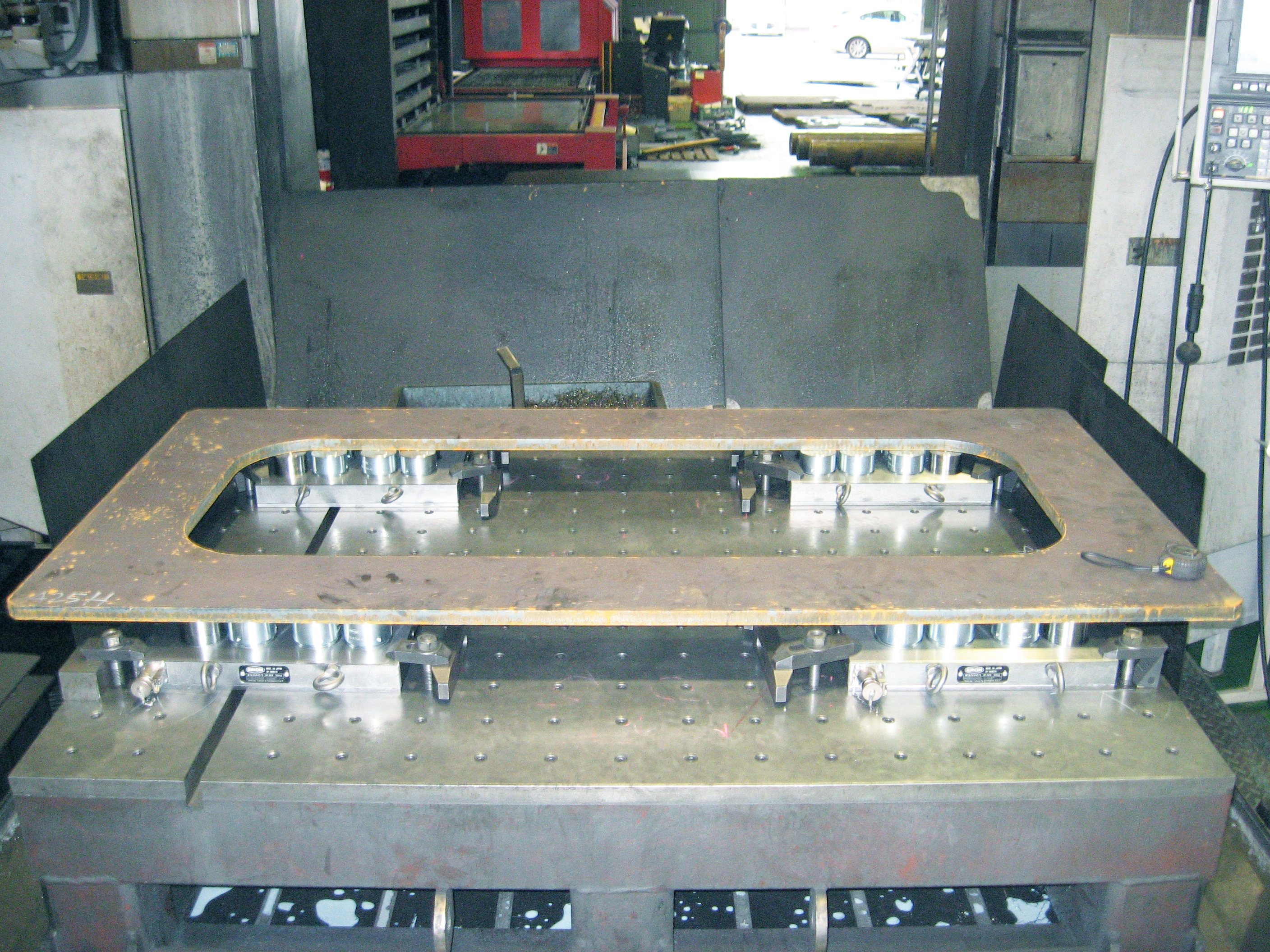
根据工件形状及加工内容,分为上面加工及外侧加工两个步骤,准备非常花费时间。第一个工程,需要在工件外周夹取,拧紧螺丝,如果螺丝拧紧力不同会导致工件弯曲,需要熟练操作者用扳手谨慎操作。
【导入前的课题及问题】
根据工件形状及加工内容,分为上面加工及外侧加工两个步骤,准备非常花费时间。第一个工程,需要在工件外周夹取,拧紧螺丝,如果螺丝拧紧力不同会导致工件弯曲,需要熟练操作者用扳手谨慎操作。
 【対策及导入后的效果】
根据电磁吸盘变为下部夹持,消除了治具干涉,一次夹取可以进行上面侧面两种加工,与现有夹具相比,无需担心工件弯曲,谁都可以进行简单操作。100个工件的情况下,夹紧时间可以缩短68分钟。
【対策及导入后的效果】
根据电磁吸盘变为下部夹持,消除了治具干涉,一次夹取可以进行上面侧面两种加工,与现有夹具相比,无需担心工件弯曲,谁都可以进行简单操作。100个工件的情况下,夹紧时间可以缩短68分钟。
 【导入前的课题及问题】
工件的种类很多,使用泛用性的虎钳,如果加工钳口张开度以上的工件无法进行夹紧。
【对策及导入后的效果】
制作工件位置决定用的支撑块,设置在电磁吸盘上,即使是钳口张开度以上的工件装卸也毫不费时。
【导入前的课题及问题】
工件的种类很多,使用泛用性的虎钳,如果加工钳口张开度以上的工件无法进行夹紧。
【对策及导入后的效果】
制作工件位置决定用的支撑块,设置在电磁吸盘上,即使是钳口张开度以上的工件装卸也毫不费时。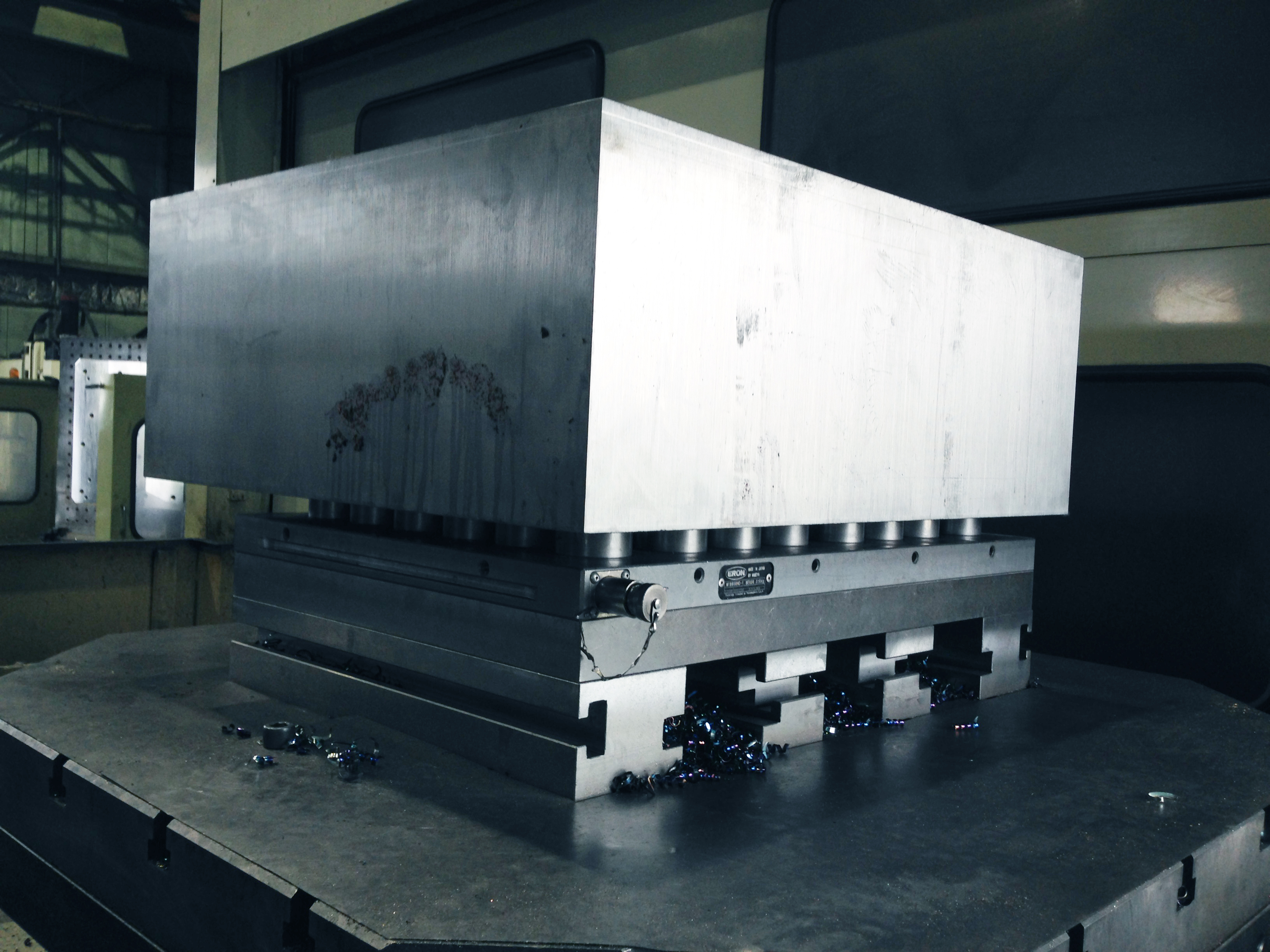 【导入前的课题及问题】
在夹紧工件时,使用横压式夹具,在加工四周时,需要停止机器,改变夹具的位置,妨碍了机器的运转率。
【对策及导入后的效果】
由横夹式改为下面吸附的电磁吸盘,无需停止机器,就算是SK材也可以充分的满足吸附力。
【导入前的课题及问题】
在夹紧工件时,使用横压式夹具,在加工四周时,需要停止机器,改变夹具的位置,妨碍了机器的运转率。
【对策及导入后的效果】
由横夹式改为下面吸附的电磁吸盘,无需停止机器,就算是SK材也可以充分的满足吸附力。 【导入前的课题及问题】
在工件加工之前需要加工夹具夹紧用的沟槽加工,需要花费很多时间。
【对策及导入后的效果】
背面全部使用电磁吸盘吸附,无需加工沟槽加工,加工时间缩短30分钟,背面由于全部被吸附,提高了夹紧刚性,改善了切削条件。
【导入前的课题及问题】
在工件加工之前需要加工夹具夹紧用的沟槽加工,需要花费很多时间。
【对策及导入后的效果】
背面全部使用电磁吸盘吸附,无需加工沟槽加工,加工时间缩短30分钟,背面由于全部被吸附,提高了夹紧刚性,改善了切削条件。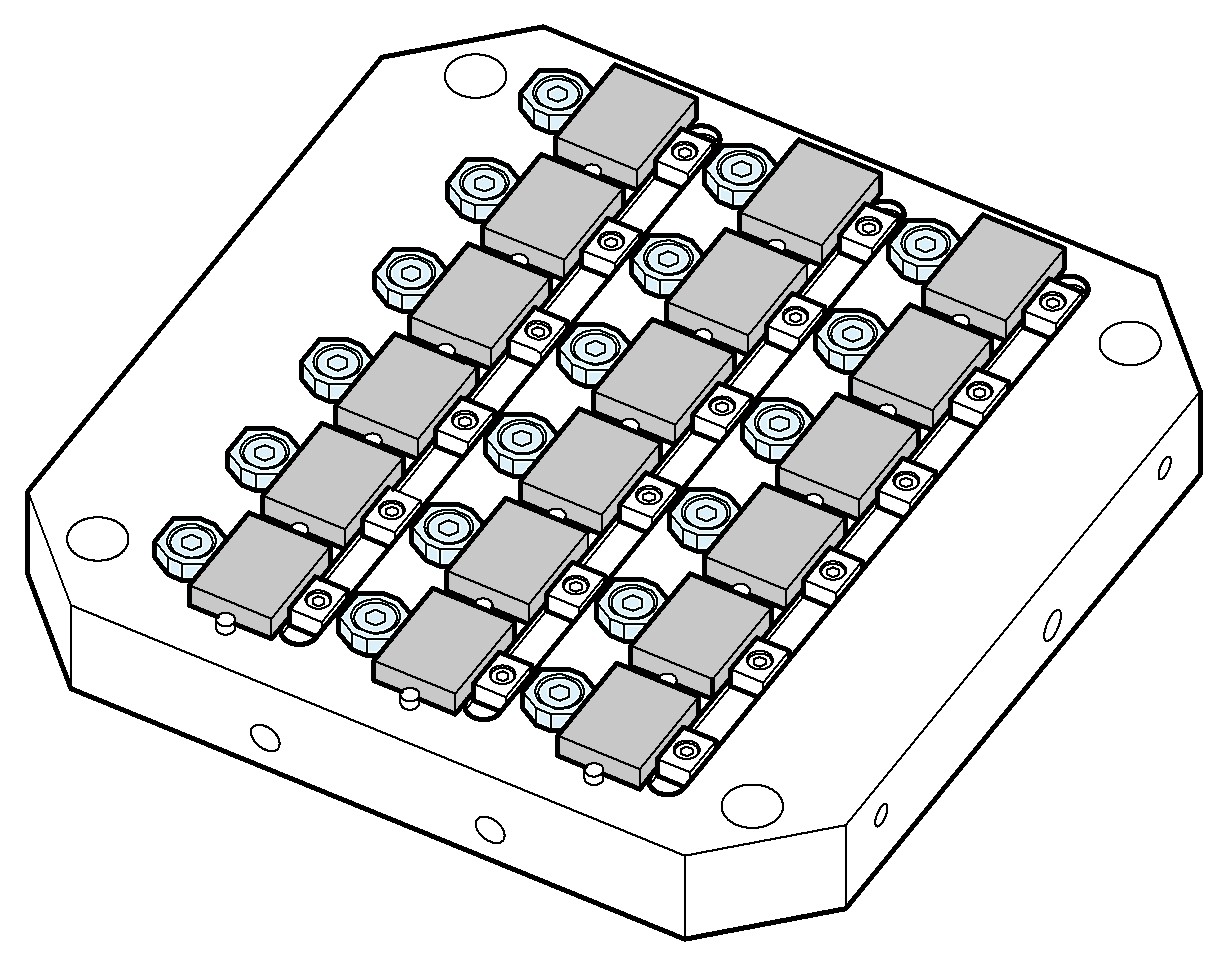 【导入前的课題及問題】
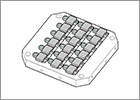
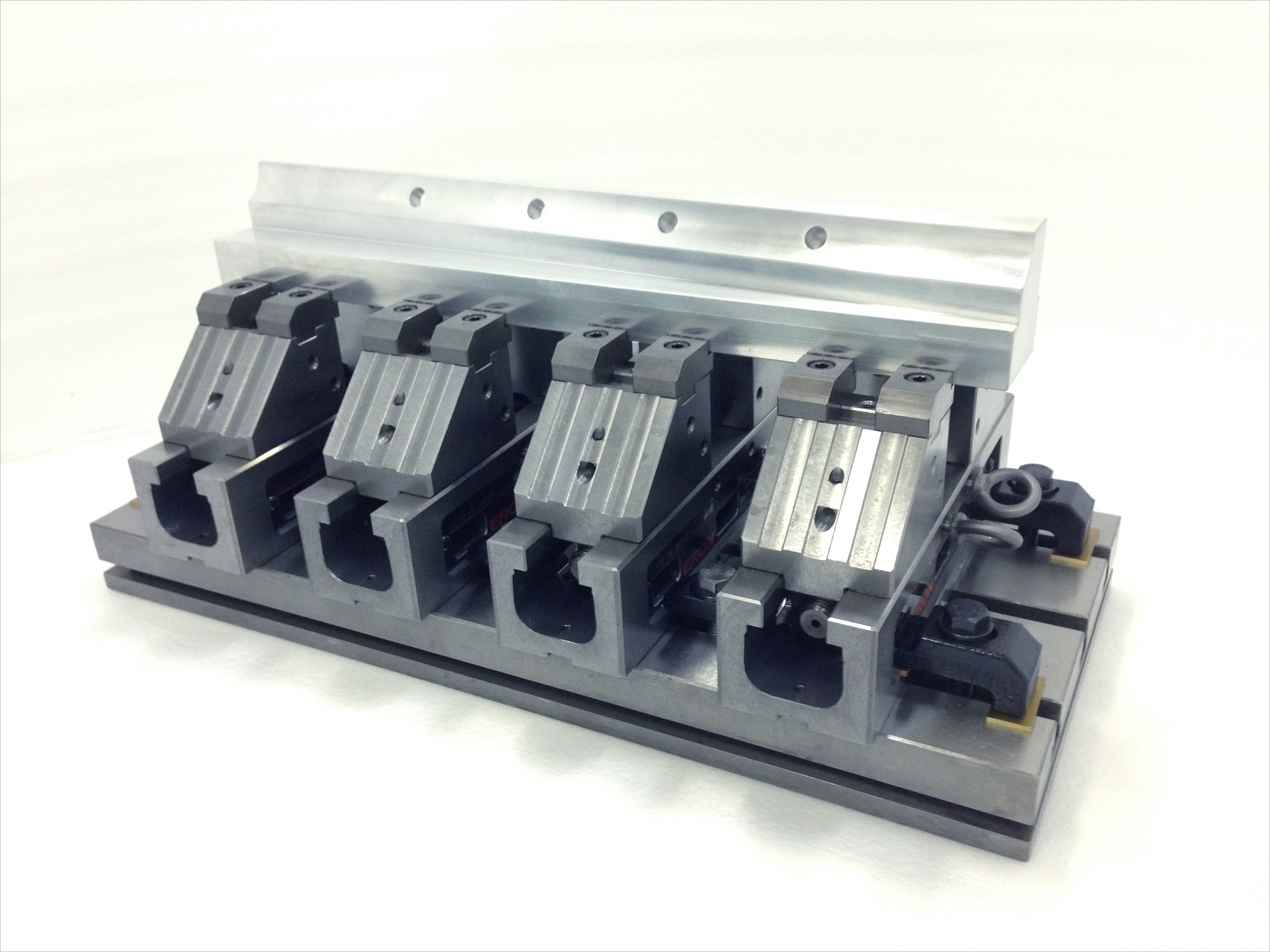
使用侧压治具,一个工件需要10个夹具,工件的装卸时间很浪费。为了一次可以夹取更多工件,减少机器的停止时间。
【导入前的课題及問題】
使用侧压治具,一个工件需要10个夹具,工件的装卸时间很浪费。为了一次可以夹取更多工件,减少机器的停止时间。
 【対策及導入後的効果】
与旧款的横式夹具相比,更精巧的侧面夹具块后,可以节省大量空间。因此,可以工件可以夹取18个,提高夹具的效果。
【対策及導入後的効果】
与旧款的横式夹具相比,更精巧的侧面夹具块后,可以节省大量空间。因此,可以工件可以夹取18个,提高夹具的效果。
 【导入前的课题及問題】
航空机部件的长型工具,每次都需要夹取,改变工件的方向。公司内部也在探讨如何节省操作步骤,因此,一次性夹取的加工,剔除了多余的刀具轨迹,探讨专用治具的削减。
【対策及导入后的效果】
将工件抬高之后可以一次夹取LT5AU100多台并用的治具。考虑到主轴干涉的虎钳,无需担心刀具轨迹,缩短加工时间。
【导入前的课题及問題】
航空机部件的长型工具,每次都需要夹取,改变工件的方向。公司内部也在探讨如何节省操作步骤,因此,一次性夹取的加工,剔除了多余的刀具轨迹,探讨专用治具的削减。
【対策及导入后的效果】
将工件抬高之后可以一次夹取LT5AU100多台并用的治具。考虑到主轴干涉的虎钳,无需担心刀具轨迹,缩短加工时间。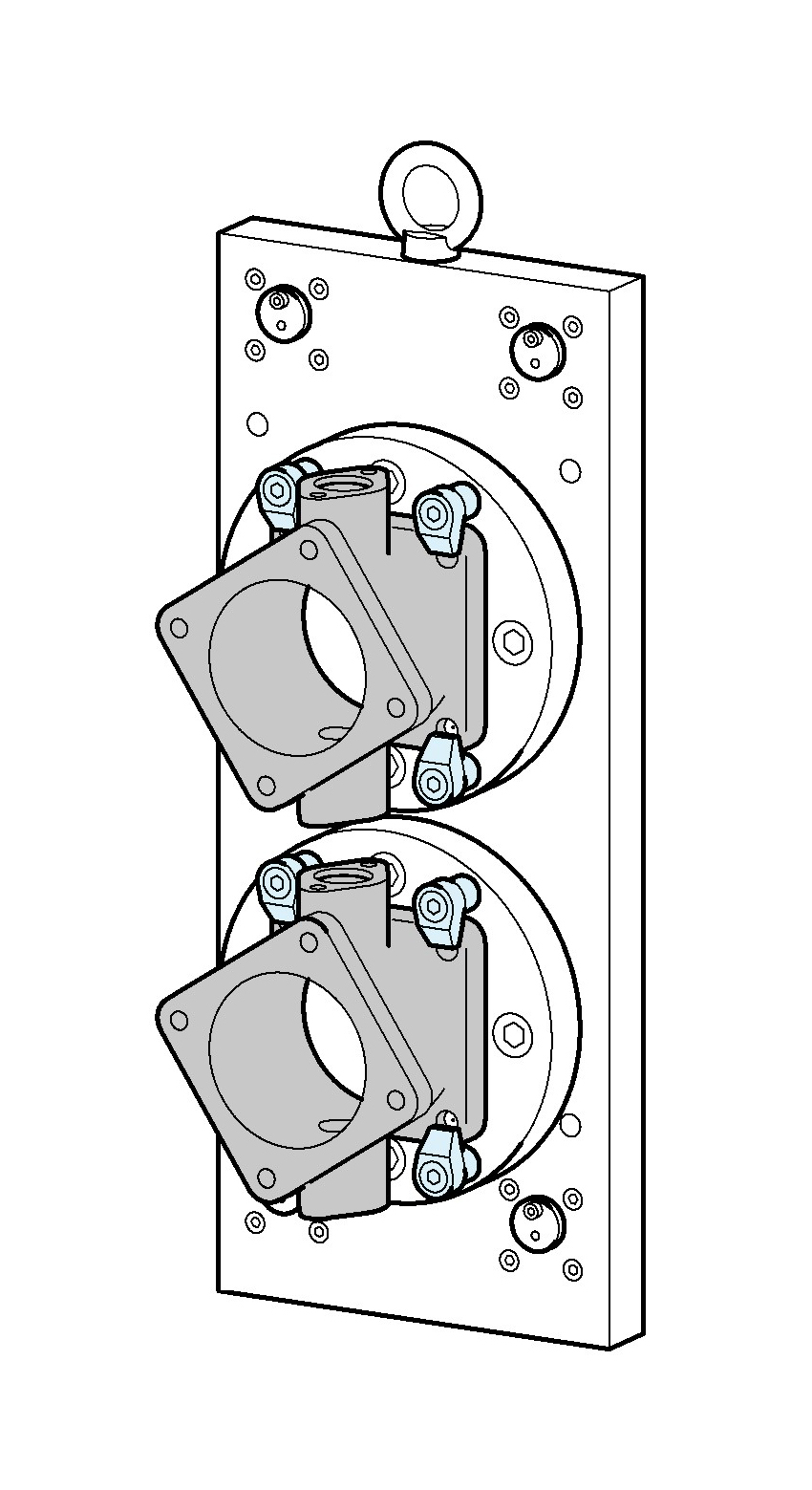 【导入前的课题及问题】
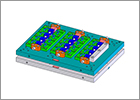
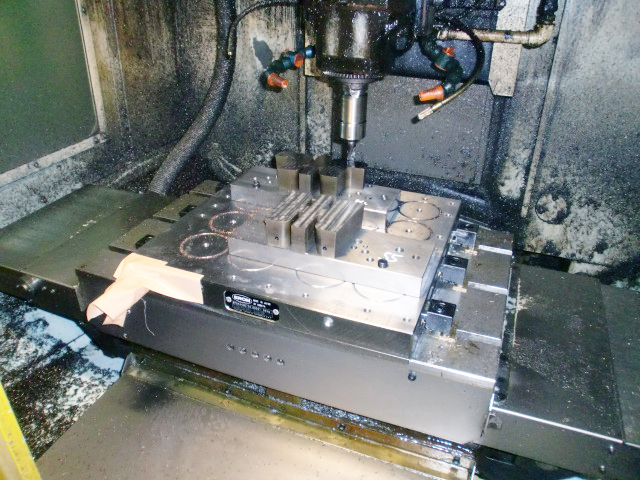
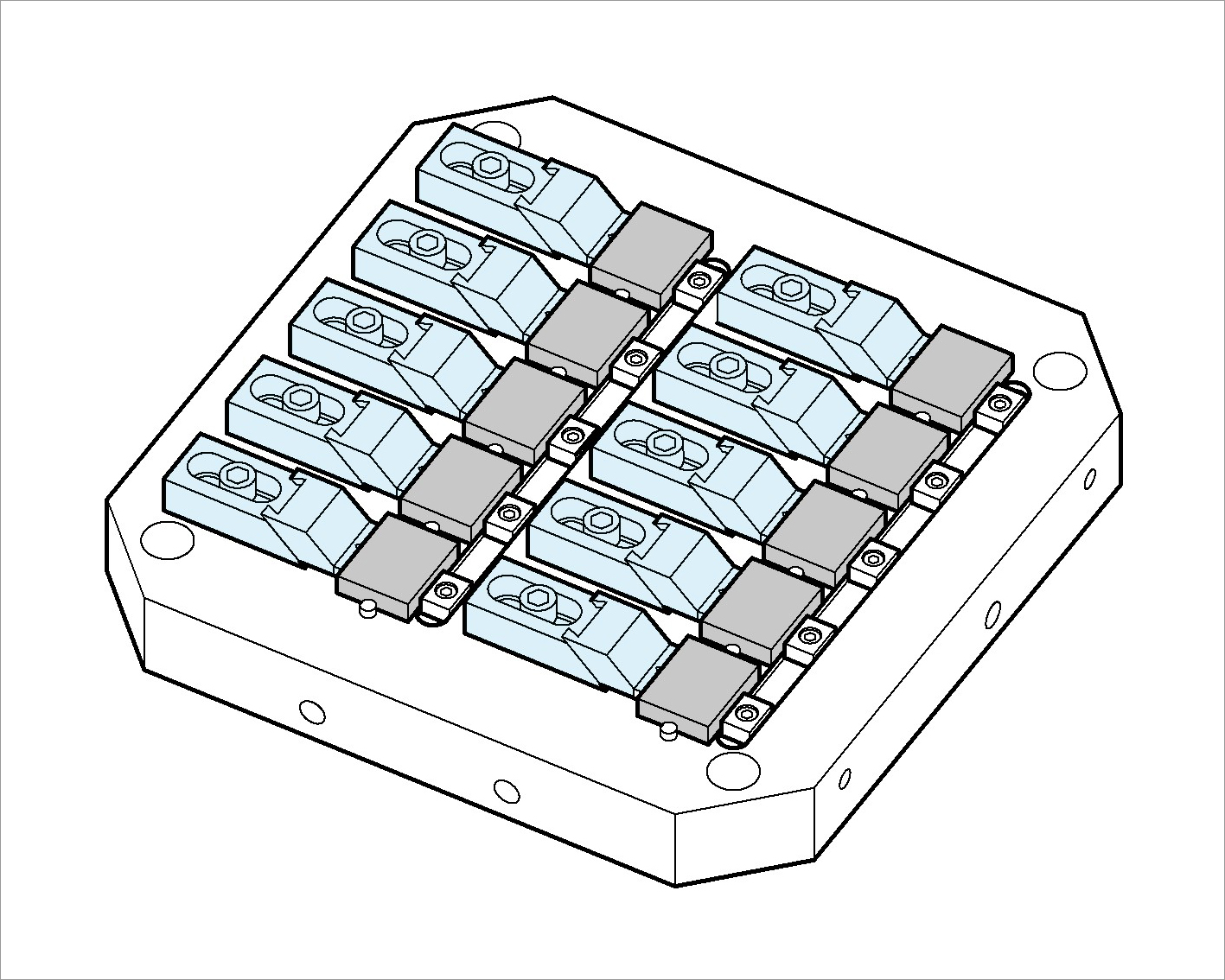
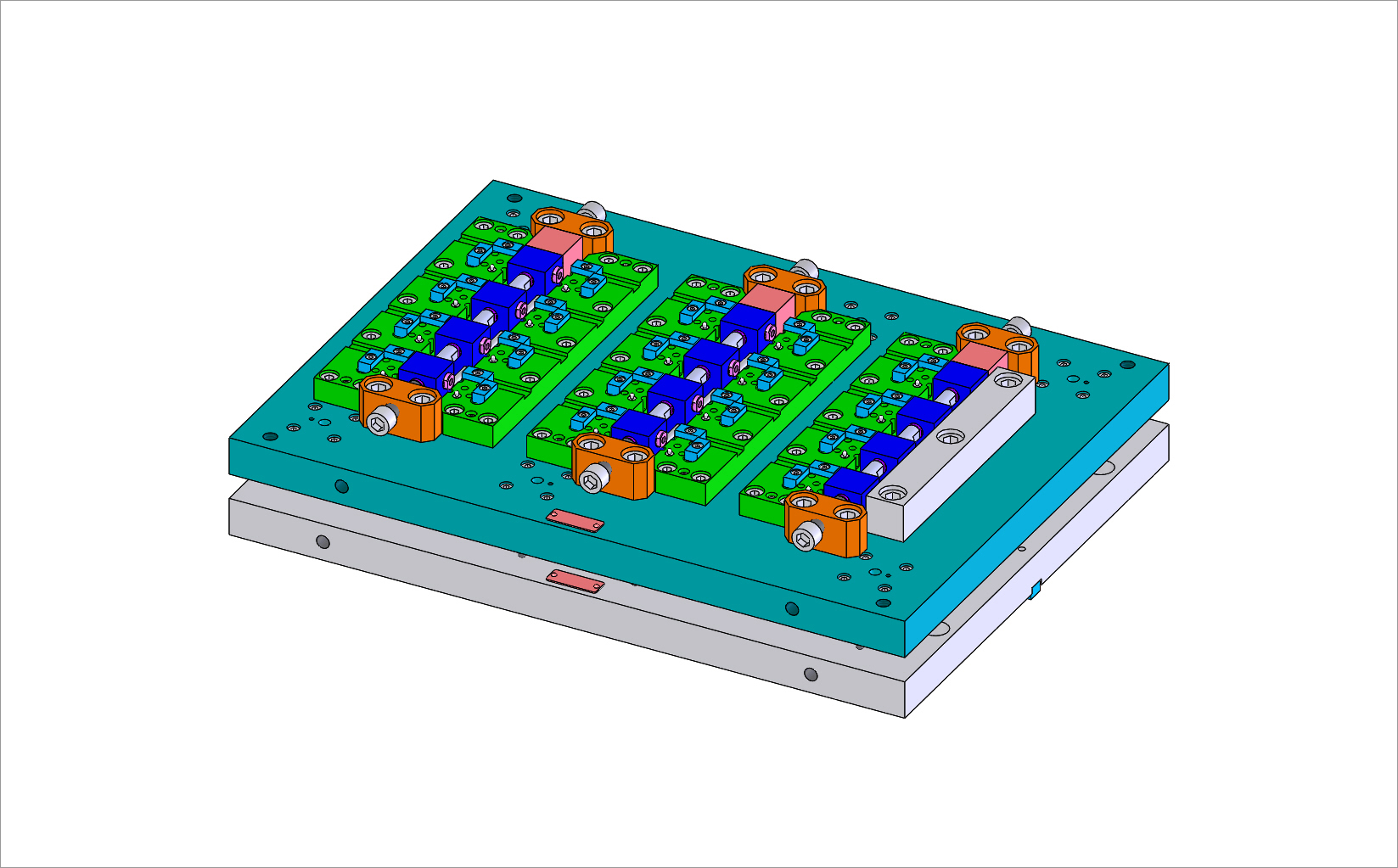
治具过大,工件一个面只能夹取一个。因此,12小时运转的情况下,一天只能生产24个,远达不到预定生产数量。
【导入前的课题及问题】
治具过大,工件一个面只能夹取一个。因此,12小时运转的情况下,一天只能生产24个,远达不到预定生产数量。
 【対策和导入后的效果】
变为全长短小的成套快速压头S型之后,在空闲处一面夹持两个治具,因此,一天可以生产40个,达到了预订数量。
【対策和导入后的效果】
变为全长短小的成套快速压头S型之后,在空闲处一面夹持两个治具,因此,一天可以生产40个,达到了预订数量。
 【导入前的课题及問題】
工件的装卸在机内进行的员工,此时机器的停止时间过长,并且定位需手按,夹紧时拧螺丝需要花费很多时间。
【対策及导入后的效果】
采用Q-lock秒速定位元件后,使用两张治具板。1张用来加工,一张用来进行机外工件的装卸,机器停止时间可以缩短25分钟,另外,不使用传统的手动拧紧夹具,而用多功能一键夹取之后,夹取时间可以缩短10分钟。
【导入前的课题及問題】
工件的装卸在机内进行的员工,此时机器的停止时间过长,并且定位需手按,夹紧时拧螺丝需要花费很多时间。
【対策及导入后的效果】
采用Q-lock秒速定位元件后,使用两张治具板。1张用来加工,一张用来进行机外工件的装卸,机器停止时间可以缩短25分钟,另外,不使用传统的手动拧紧夹具,而用多功能一键夹取之后,夹取时间可以缩短10分钟。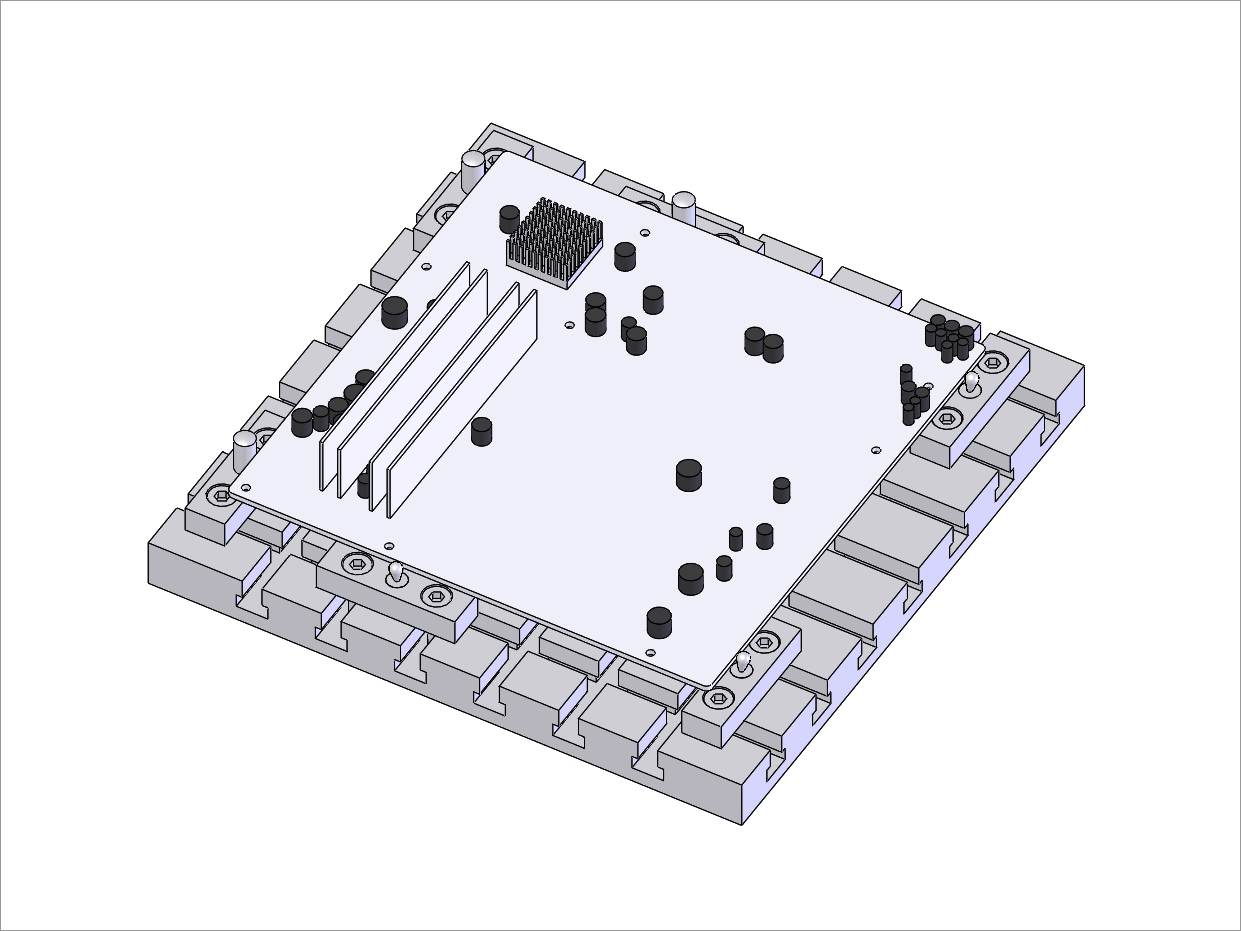 【导入前的课题与問題】
根据工作台的型号,需要制作专用治具。但是由于尺寸太多,导致合计支局数量很多,不使用的治具管理和保管也成了问题。
【对策及导入后的效果】
考虑到治具的泛用性,在T型槽制作挡板。调整工件的大小,一个治具可以对应多种尺寸的工件。可以处理掉不用的治具。
【导入前的课题与問題】
根据工作台的型号,需要制作专用治具。但是由于尺寸太多,导致合计支局数量很多,不使用的治具管理和保管也成了问题。
【对策及导入后的效果】
考虑到治具的泛用性,在T型槽制作挡板。调整工件的大小,一个治具可以对应多种尺寸的工件。可以处理掉不用的治具。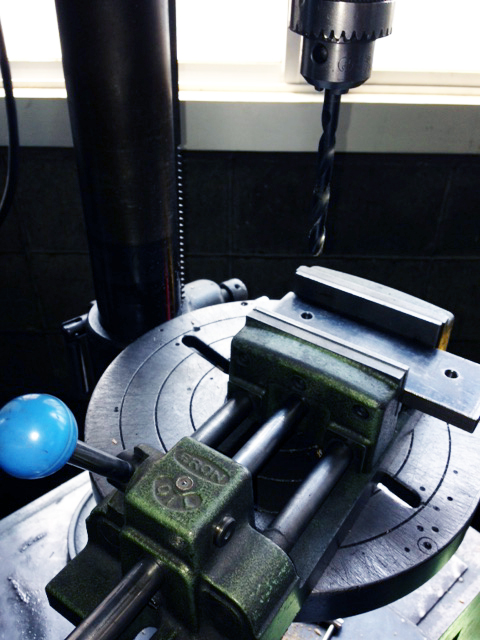 【导入前的課題及問題】
钻盘加工时,使用虎钳转动把手拧紧,工件数量多,因此提高工作效率,减轻操作负担就成了课题。
【对策及导入后效果】
使用仅操作把手就可以锁紧的快速钻床平口钳,转动扳手固定,改为推动扳手固定,所以节约操作时间50%,操作人员的负担也比以前的工件时间需要更少的力量。使用快速钻床平口钳后操作简便,减轻负担。
【导入前的課題及問題】
钻盘加工时,使用虎钳转动把手拧紧,工件数量多,因此提高工作效率,减轻操作负担就成了课题。
【对策及导入后效果】
使用仅操作把手就可以锁紧的快速钻床平口钳,转动扳手固定,改为推动扳手固定,所以节约操作时间50%,操作人员的负担也比以前的工件时间需要更少的力量。使用快速钻床平口钳后操作简便,减轻负担。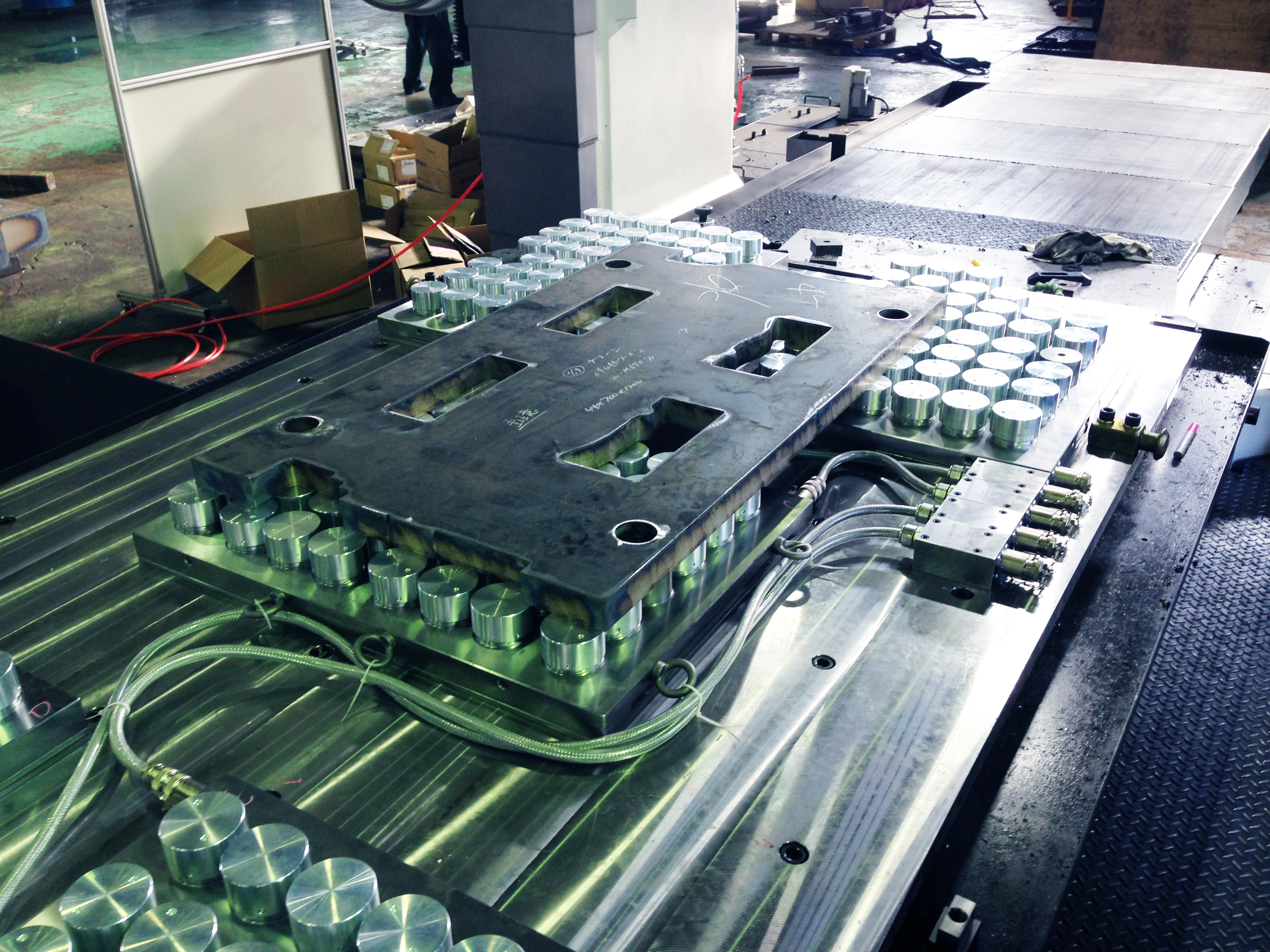 【导入前的课题及问题】
工件素材的弯曲很大,上下面夹取时由于有弯曲很难夹取,工件中间不放入支承千斤顶,加工时会产生振动。
【対策及導入后的效果】
为了消除工件的弯曲,使用电磁吸盘及五个磁性支撑座,设置在机器台面上,根据工件尺寸不同可节约70%,为了更加缩短锁紧时间,可以将电磁吸盘的电源线集中在一处,使用电磁吸盘15分钟可以缩短为3分钟。工件可牢固固定于电磁吸盘上,接触加工中的振动。
【导入前的课题及问题】
工件素材的弯曲很大,上下面夹取时由于有弯曲很难夹取,工件中间不放入支承千斤顶,加工时会产生振动。
【対策及導入后的效果】
为了消除工件的弯曲,使用电磁吸盘及五个磁性支撑座,设置在机器台面上,根据工件尺寸不同可节约70%,为了更加缩短锁紧时间,可以将电磁吸盘的电源线集中在一处,使用电磁吸盘15分钟可以缩短为3分钟。工件可牢固固定于电磁吸盘上,接触加工中的振动。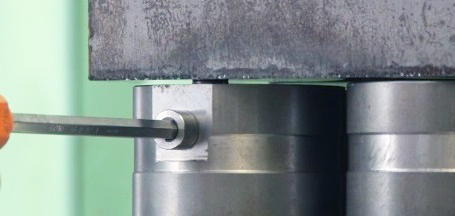 【导入前的课题及问題】
变更工件,根据人的不同,治具构建时间各不相同,有点需要花费40分钟以上,使用电磁吸盘后,可以缩短以前的时间。材料使SK材料,基于过去的经验,吸附力的问题,工件的拆卸都很花时间。
【对策及导入后的效果】
从厂商接来样机加工,测试吸附力并无问题,治具构筑时间削减了30分钟,另外工件的切割,由于带有磁性垫高块,可以轻松切削,没有任何问题。
【导入前的课题及问題】
变更工件,根据人的不同,治具构建时间各不相同,有点需要花费40分钟以上,使用电磁吸盘后,可以缩短以前的时间。材料使SK材料,基于过去的经验,吸附力的问题,工件的拆卸都很花时间。
【对策及导入后的效果】
从厂商接来样机加工,测试吸附力并无问题,治具构筑时间削减了30分钟,另外工件的切割,由于带有磁性垫高块,可以轻松切削,没有任何问题。 【导入前的课题及問題】
需要2种专用治具,治具交换时精度及时间很难保证,因此,需要每台立式加工中心都要准备专用治具,根据工件的数量,机器的运转效率会出现参差不齐。
【对策及导入后的效果】
采用Q-LOCK气压式,拆装治具,不会有精度问题,根据状况也可以使用专用化的加工中心。
【导入前的课题及問題】
需要2种专用治具,治具交换时精度及时间很难保证,因此,需要每台立式加工中心都要准备专用治具,根据工件的数量,机器的运转效率会出现参差不齐。
【对策及导入后的效果】
采用Q-LOCK气压式,拆装治具,不会有精度问题,根据状况也可以使用专用化的加工中心。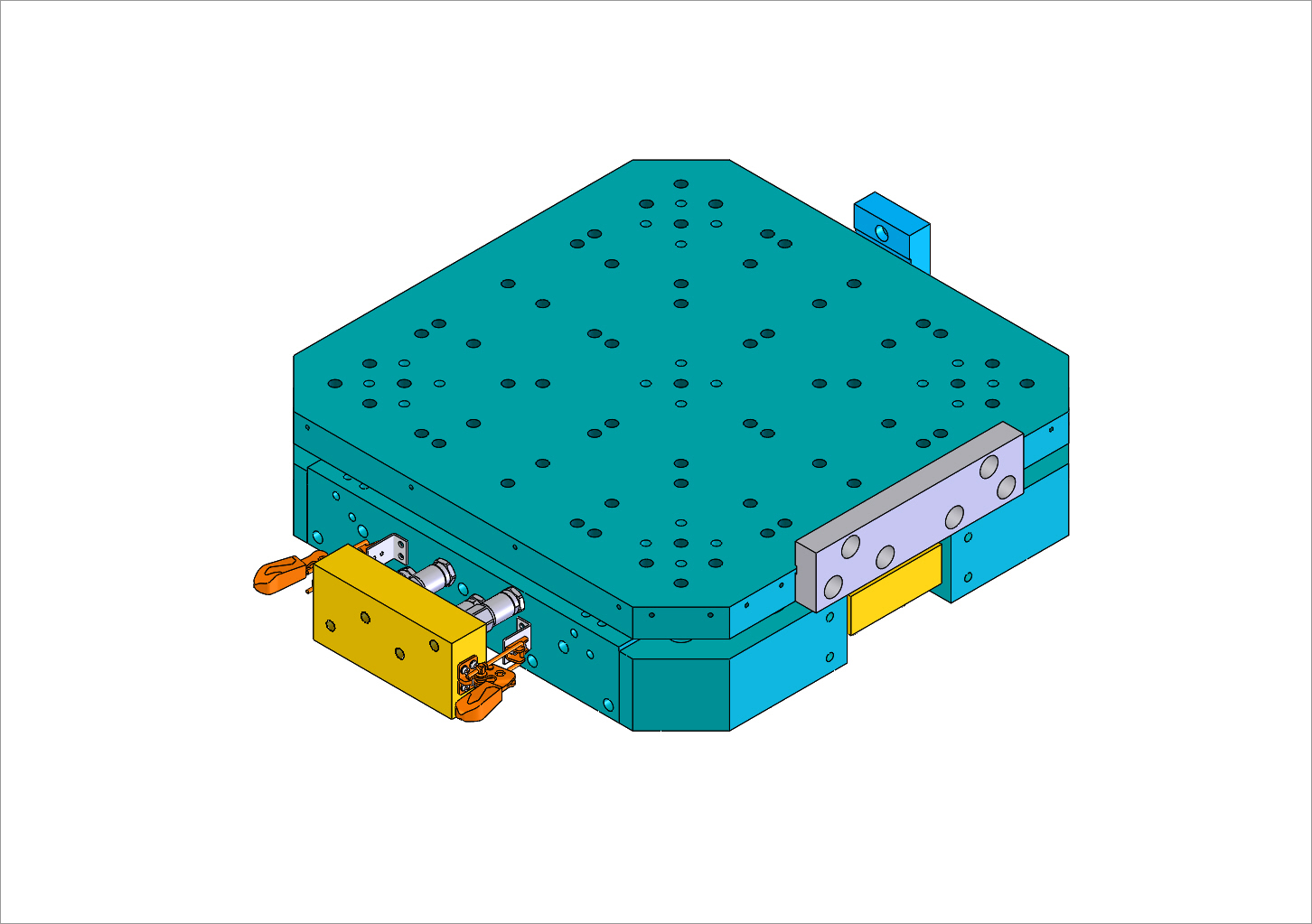 【导入前的课题及問題】
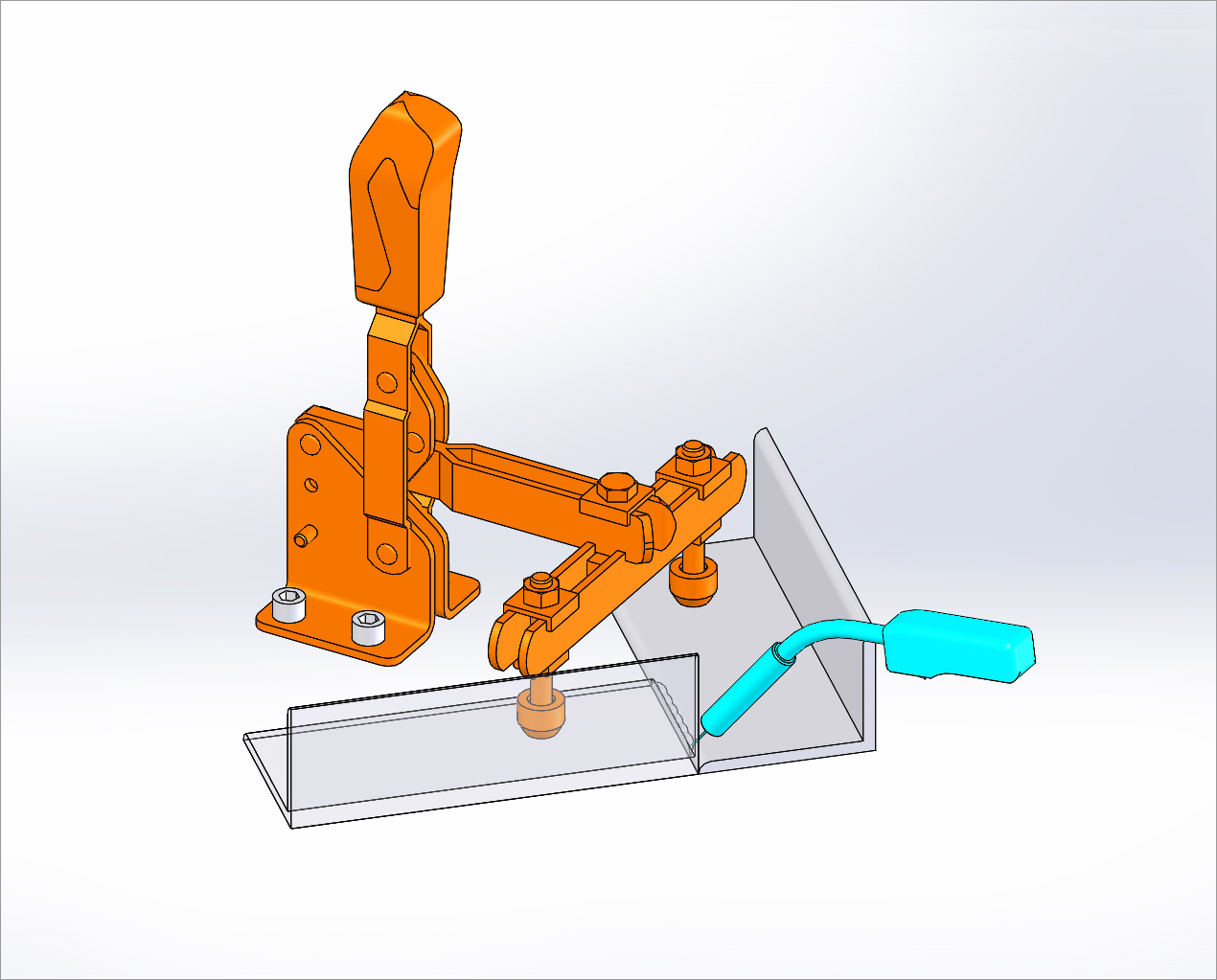
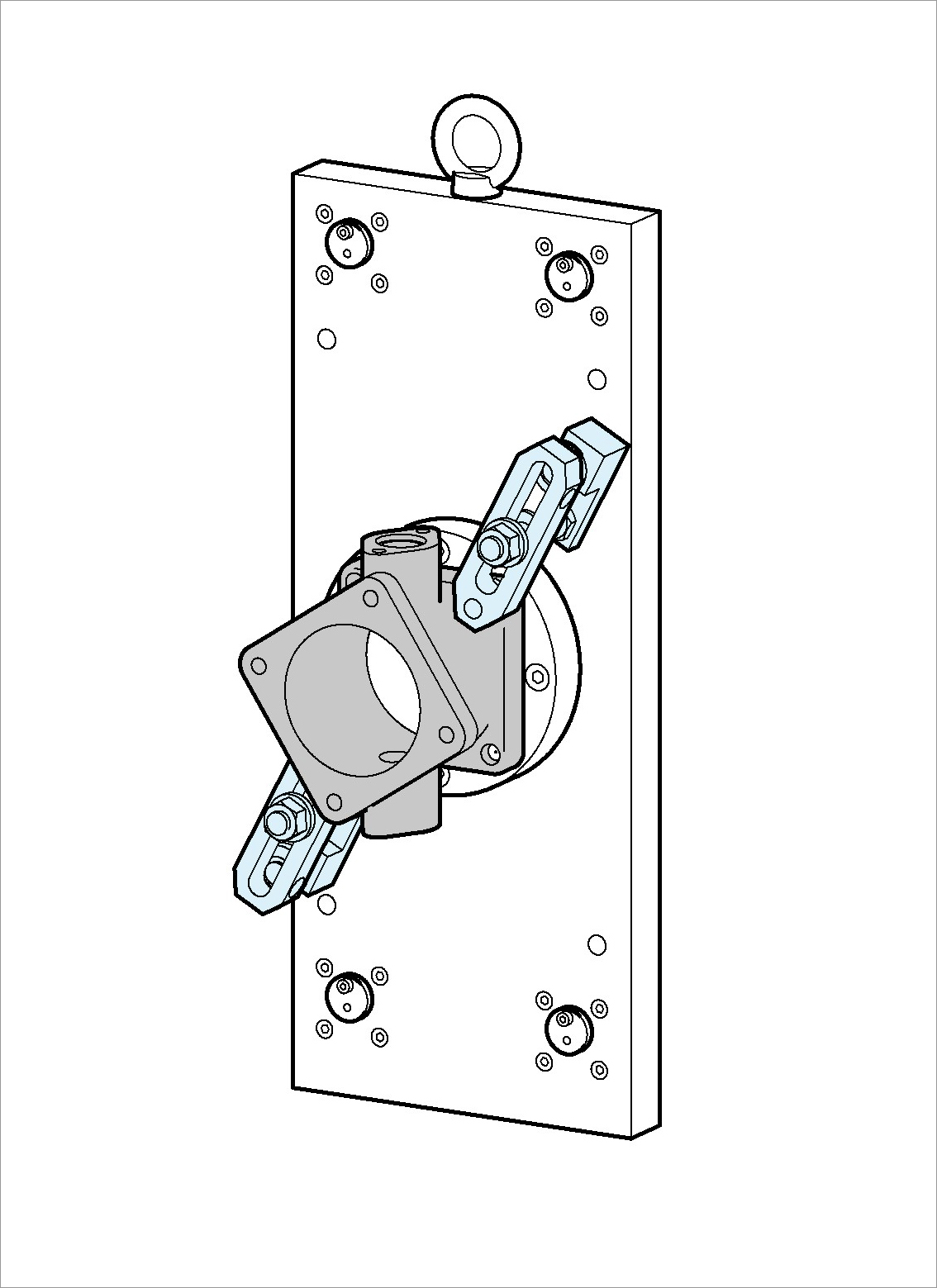
卧式MC的液压供给接头拆下来需要时间,为了进行安全对策,想不拆下接头。
【对策及导入后的效果】
接触部分用肘部夹具夹紧,在夹板上安装容易装卸,另外可以防止错误操作。
【导入前的课题及問題】
卧式MC的液压供给接头拆下来需要时间,为了进行安全对策,想不拆下接头。
【对策及导入后的效果】
接触部分用肘部夹具夹紧,在夹板上安装容易装卸,另外可以防止错误操作。 【导入前的课题及問題】
为了配合工件而使用手动式治具,为此浪费很多时间。因此,希望削减治具构筑时间。
【对策及导入后的效果】
采用下面吸附的电磁吸盘,废除手动式治具,节省的时间可以用在其他操作上,削减了准备时间,提高了生产效率。
【导入前的课题及問題】
为了配合工件而使用手动式治具,为此浪费很多时间。因此,希望削减治具构筑时间。
【对策及导入后的效果】
采用下面吸附的电磁吸盘,废除手动式治具,节省的时间可以用在其他操作上,削减了准备时间,提高了生产效率。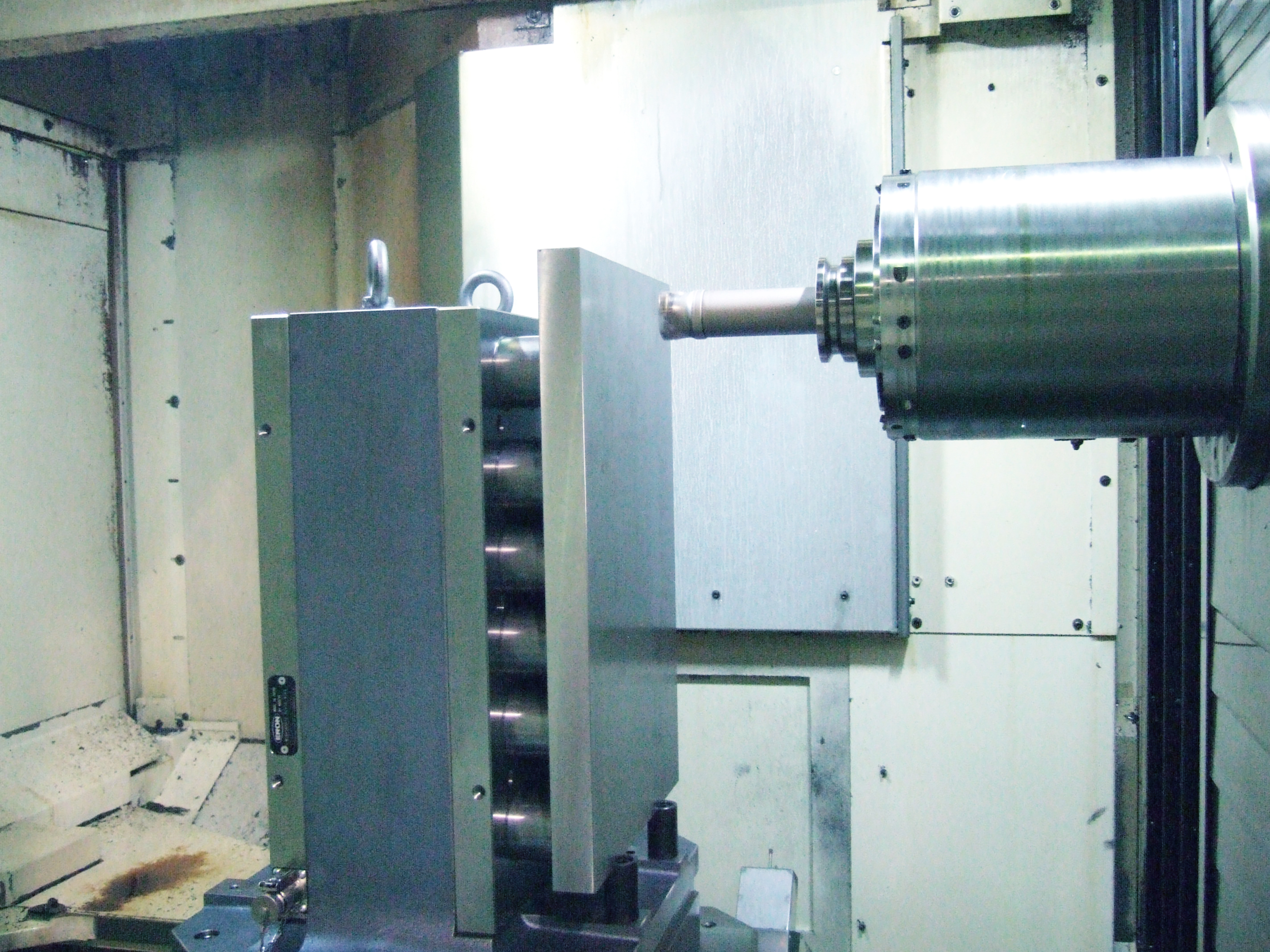 【导入前的课题及問題】
根据工件大小构筑手动式治具,需要浪费很多时间。
【対策及导入后的效果】
为了节省治具构筑的时间,使用汎用治具电磁吸盘,无需使用安装四角的夹具,比以前大的工件也可以在机器内加工。
【导入前的课题及問題】
根据工件大小构筑手动式治具,需要浪费很多时间。
【対策及导入后的效果】
为了节省治具构筑的时间,使用汎用治具电磁吸盘,无需使用安装四角的夹具,比以前大的工件也可以在机器内加工。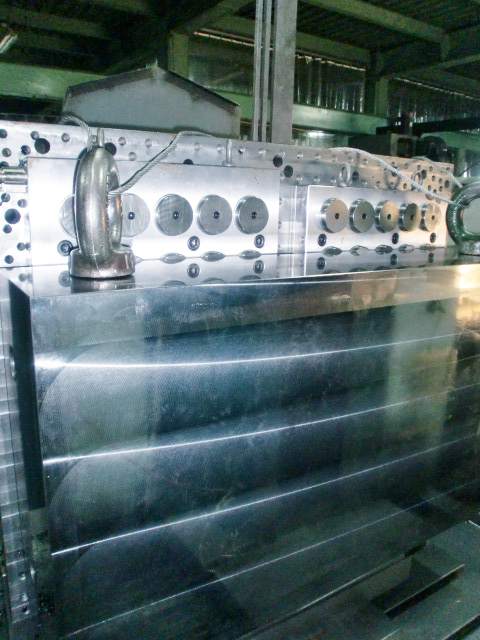 【导入前的课题及问题】
以前采用上面夹紧,在工件上面使用夹具,但由于上面需全部加工,因此需要卸下夹具,在别的地方重新夹持,第一次需要30分,第二次需要20分,总共需要50分钟,很浪费时间。
【対策及导入后的效果】
由上部夹紧改为下部吸附夹紧,无需担心干涉刀具,不用取下夹具,可以实现连续加工。
【导入前的课题及问题】
以前采用上面夹紧,在工件上面使用夹具,但由于上面需全部加工,因此需要卸下夹具,在别的地方重新夹持,第一次需要30分,第二次需要20分,总共需要50分钟,很浪费时间。
【対策及导入后的效果】
由上部夹紧改为下部吸附夹紧,无需担心干涉刀具,不用取下夹具,可以实现连续加工。 【导入前的课题及问题】
使用内部制作的五个治具一天需加工500个,夹具需要用扳手操作,因此,夹取及松开都需要用扳手操作,每个治具操作需要10秒钟,希望得到更快的改善。
【対策及导入后的效果】
使用不需要扳手操作的多用途自动夹具,无需工具即可实现工件的装卸,每个工件可以节约8秒时间,一天生产500个,即节约可8秒×500个 4000秒/日 约67分/日。
【导入前的课题及问题】
使用内部制作的五个治具一天需加工500个,夹具需要用扳手操作,因此,夹取及松开都需要用扳手操作,每个治具操作需要10秒钟,希望得到更快的改善。
【対策及导入后的效果】
使用不需要扳手操作的多用途自动夹具,无需工具即可实现工件的装卸,每个工件可以节约8秒时间,一天生产500个,即节约可8秒×500个 4000秒/日 约67分/日。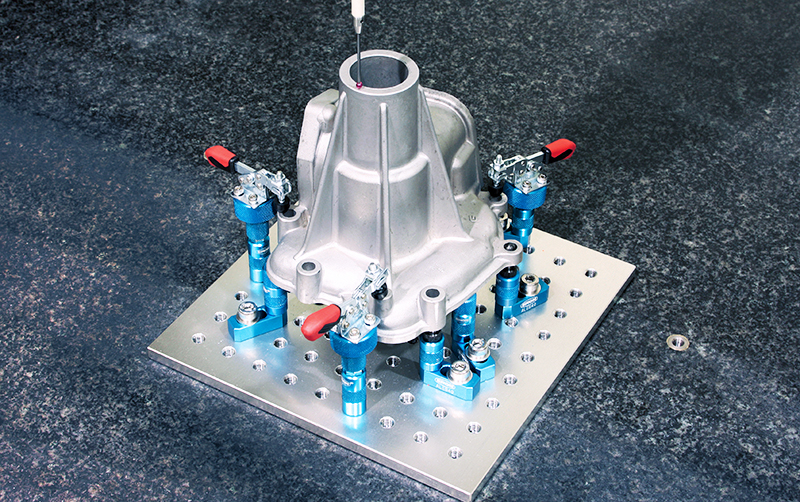 【导入前的课题及问题】
为了缩短测定时间,需要重新设计治具,由于工件数量多,虽然制作了专用治具,但是类似的工件很多,另外治具的保管场所也是个问题。(制作,时间成本、空间的浪费)
【对策及导入后的效果】
使用测定仪用治具系统MJIGS-8E实际组装后判断,是否真的需要专用治具。停止治具制作,仅在需要的情况下使用专用治具,本测定仪尺寸精巧,无需担心保管场所问题及不用治具的处分。
【导入前的课题及问题】
为了缩短测定时间,需要重新设计治具,由于工件数量多,虽然制作了专用治具,但是类似的工件很多,另外治具的保管场所也是个问题。(制作,时间成本、空间的浪费)
【对策及导入后的效果】
使用测定仪用治具系统MJIGS-8E实际组装后判断,是否真的需要专用治具。停止治具制作,仅在需要的情况下使用专用治具,本测定仪尺寸精巧,无需担心保管场所问题及不用治具的处分。 【导入前的课题及问题】
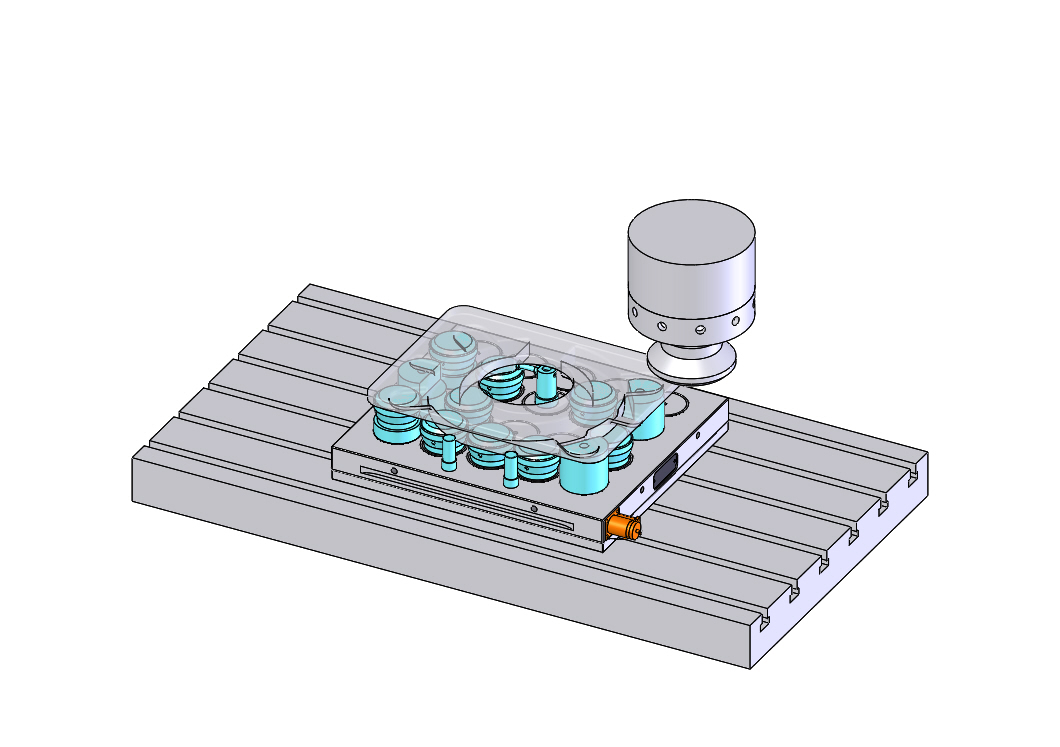
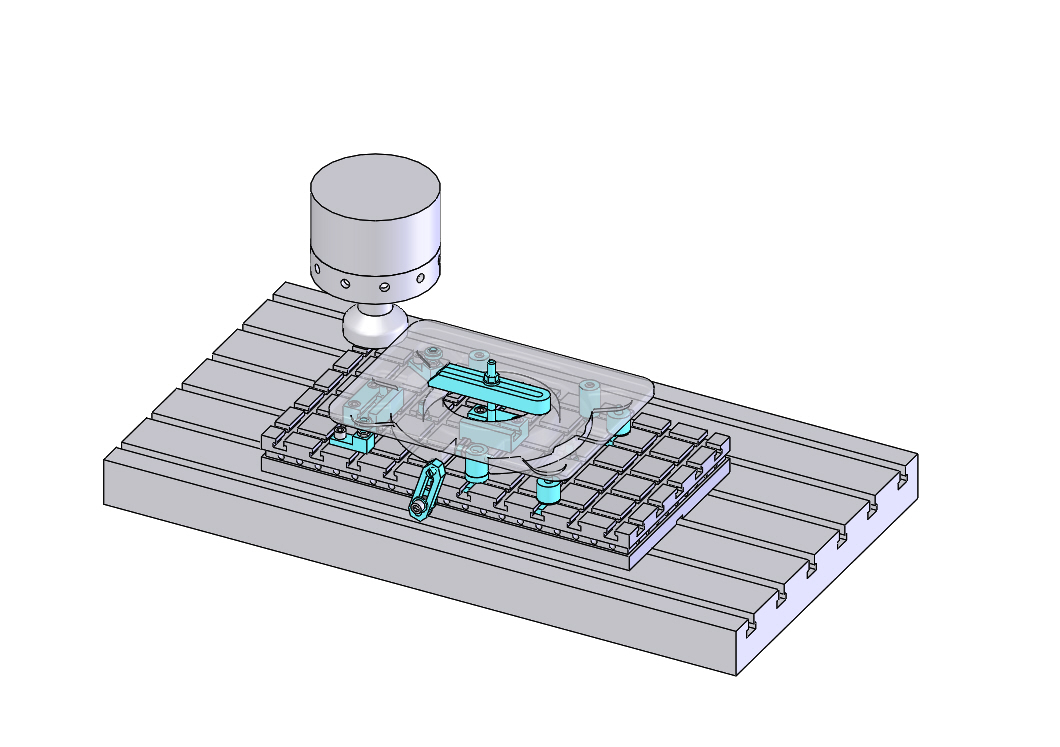
球面工件及不易保持平衡的工件很多,在机械加工中使用千斤顶及夹具,构筑治具。但是根据工件的不同,有时甚至需要花费30分钟以上,效率非常差。
【对策及导入后的效果】
采用根据形状可以固定支承的夹具,工件的安定性良好,只需单纯放入工件转动扳手即可,几乎不需要治具的构筑时间。工件如果过大的情况下,可以并列摆放几台固定支承即可。
【导入前的课题及问题】
球面工件及不易保持平衡的工件很多,在机械加工中使用千斤顶及夹具,构筑治具。但是根据工件的不同,有时甚至需要花费30分钟以上,效率非常差。
【对策及导入后的效果】
采用根据形状可以固定支承的夹具,工件的安定性良好,只需单纯放入工件转动扳手即可,几乎不需要治具的构筑时间。工件如果过大的情况下,可以并列摆放几台固定支承即可。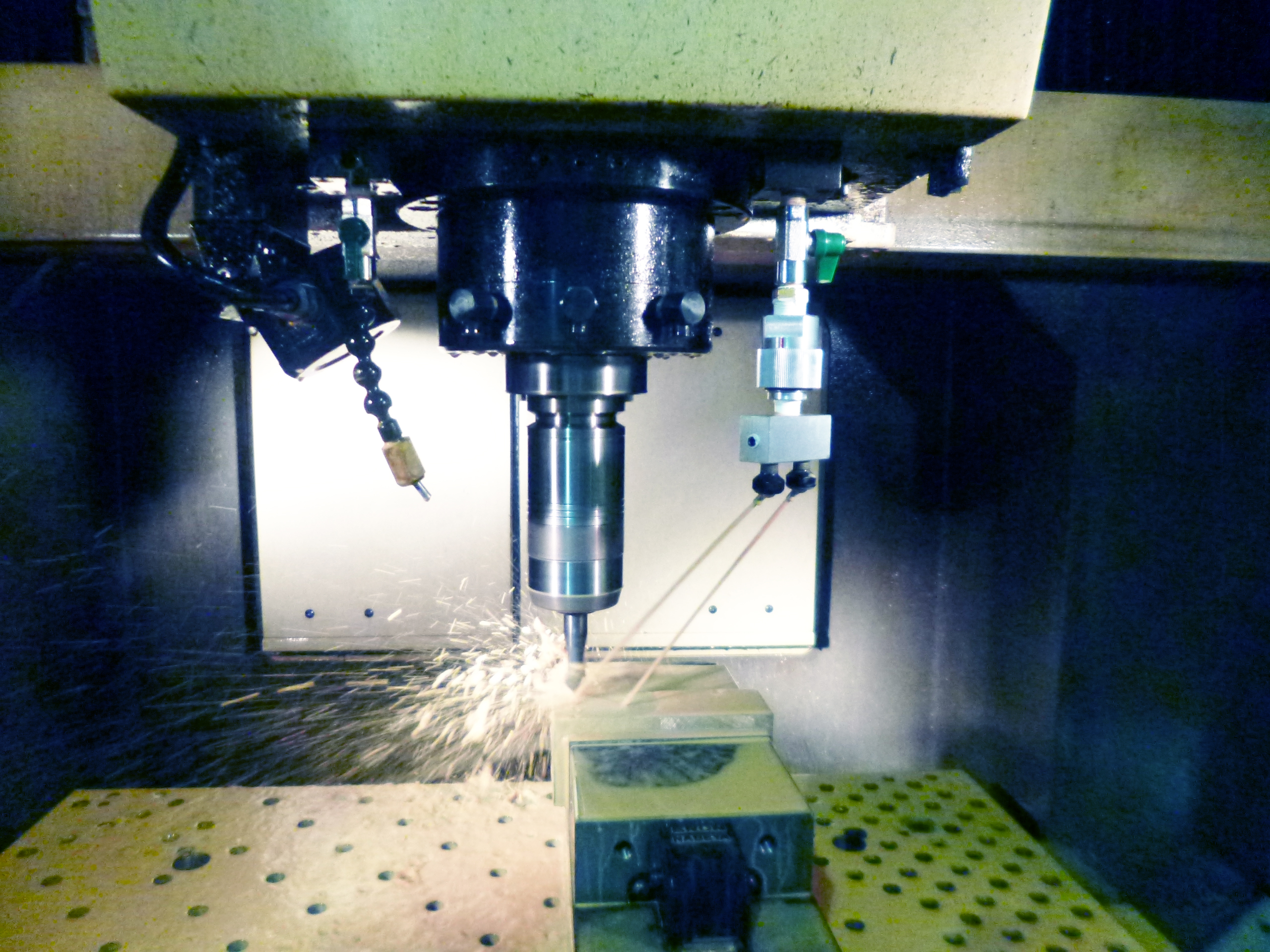 【导入前的课题及问题】
安装机械的喷嘴在加工过程中变松,无法瞄准切削油,钻头过热导致加工不良。
【对策及导入后的效果】
根据产品目录,选择相同尺寸的插入式喷嘴TJ2B-4,安装没有问题,社内制作由于花费时间,考虑购买成品,另外在加压增强的过程中不会弯曲,可以瞄准。
【导入前的课题及问题】
安装机械的喷嘴在加工过程中变松,无法瞄准切削油,钻头过热导致加工不良。
【对策及导入后的效果】
根据产品目录,选择相同尺寸的插入式喷嘴TJ2B-4,安装没有问题,社内制作由于花费时间,考虑购买成品,另外在加压增强的过程中不会弯曲,可以瞄准。 【导入前的课题及問題】
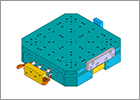
测试用工作台的振动会传导到建筑物上,楼下的部门会有不满。而且对建筑物也有伤害。
【対策及导入后的效果】
为了不传导振动,采用带有防振单元的防振工作台,不会传导振动到地板,客户不满消除。
【导入前的课题及問題】
测试用工作台的振动会传导到建筑物上,楼下的部门会有不满。而且对建筑物也有伤害。
【対策及导入后的效果】
为了不传导振动,采用带有防振单元的防振工作台,不会传导振动到地板,客户不满消除。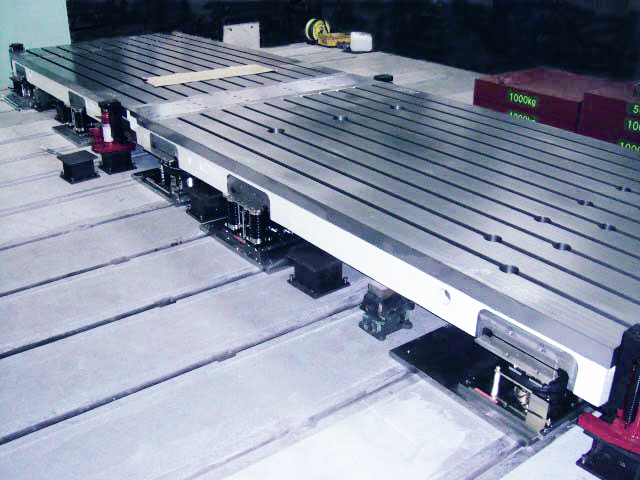 【导入前的课题及问题】
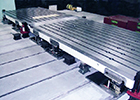
使用锚型固定,进行驱动试验,旁边的工作台会传来振动,因此影响测试的效果,需要调整时间进行操作。
【对策与导入后的效果】
为了不传导振动,锚式固定工作台更换为防振单元的防震工作台,旁边的工作台不会传导振动,节约了工作时间。
【导入前的课题及问题】
使用锚型固定,进行驱动试验,旁边的工作台会传来振动,因此影响测试的效果,需要调整时间进行操作。
【对策与导入后的效果】
为了不传导振动,锚式固定工作台更换为防振单元的防震工作台,旁边的工作台不会传导振动,节约了工作时间。 【导入前的课题及问题】
海外顾客购买装置后,安装由于地板水平度差异过大,需要用衬板,但衬板很重,不足的情况下需要考虑携带充足。
【对策及导入后的效果】
準備時間の削減と費用削減につながった。调整装置的行程,使用调平块M型,结果衬板的使用量减少。
【导入前的课题及问题】
海外顾客购买装置后,安装由于地板水平度差异过大,需要用衬板,但衬板很重,不足的情况下需要考虑携带充足。
【对策及导入后的效果】
準備時間の削減と費用削減につながった。调整装置的行程,使用调平块M型,结果衬板的使用量减少。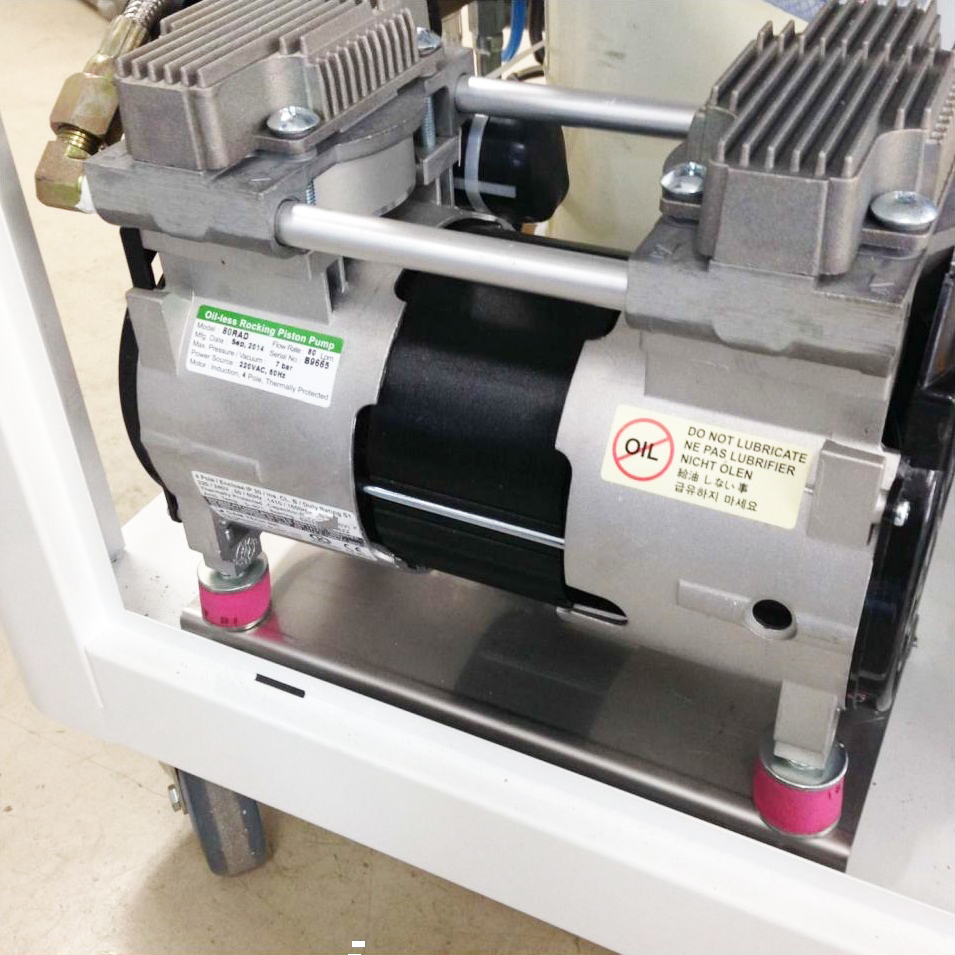 【导入前的课题及问题】
镭射治疗器搭载的压缩机去除振动,橡胶防振材料寻求更有效果的振动对策。
【対策及导入后的效果】
比起橡胶制性能更好,测试结果振动除去性能更高,另外不需要长期的维护,价格方面也更有优势。
【导入前的课题及问题】
镭射治疗器搭载的压缩机去除振动,橡胶防振材料寻求更有效果的振动对策。
【対策及导入后的效果】
比起橡胶制性能更好,测试结果振动除去性能更高,另外不需要长期的维护,价格方面也更有优势。 【导入前的課題及問題】
由于工作机的加工振动传导,会发生测定错误及测量值不稳定。
【対策和导入后的効果】
在脚下设置防振垫,可以阻断加工振动,使错误不再发生,由于振动导致的工作中断不会再存在,提高工作效率。
【导入前的課題及問題】
由于工作机的加工振动传导,会发生测定错误及测量值不稳定。
【対策和导入后的効果】
在脚下设置防振垫,可以阻断加工振动,使错误不再发生,由于振动导致的工作中断不会再存在,提高工作效率。 【导入前的课题及问题】
高倍率的微型,与其他的空气弹簧除振台使用,最高倍率的时候,显示器图像发生模糊,另外空气夹具的保养也有需要。
【対策及导入后的效果】
除振台VPG3045-030HD更换之后。就算用最高倍率、显示器图像也不会产生晃动。改善使用效果。另外由于不使用空气,更方便搬运及维护。
【导入前的课题及问题】
高倍率的微型,与其他的空气弹簧除振台使用,最高倍率的时候,显示器图像发生模糊,另外空气夹具的保养也有需要。
【対策及导入后的效果】
除振台VPG3045-030HD更换之后。就算用最高倍率、显示器图像也不会产生晃动。改善使用效果。另外由于不使用空气,更方便搬运及维护。 【導入前的课题及問題】
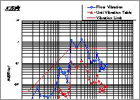
微型维氏硬度计的振动对策,使用别家公司制作的桌上型空气弹簧除振台,并未完全吸收晃动,图像模糊持续一秒。另外在1600倍的情况下,点击鼠标的振动会传导至 图像。
【対策与导入后的效果】
更换至高衰减型的低床除振台VPG3825-070HD后,画像抖动在一秒钟内吸收,1600倍倍率时,点击鼠标不会传导振动。
【導入前的课题及問題】
微型维氏硬度计的振动对策,使用别家公司制作的桌上型空气弹簧除振台,并未完全吸收晃动,图像模糊持续一秒。另外在1600倍的情况下,点击鼠标的振动会传导至 图像。
【対策与导入后的效果】
更换至高衰减型的低床除振台VPG3825-070HD后,画像抖动在一秒钟内吸收,1600倍倍率时,点击鼠标不会传导振动。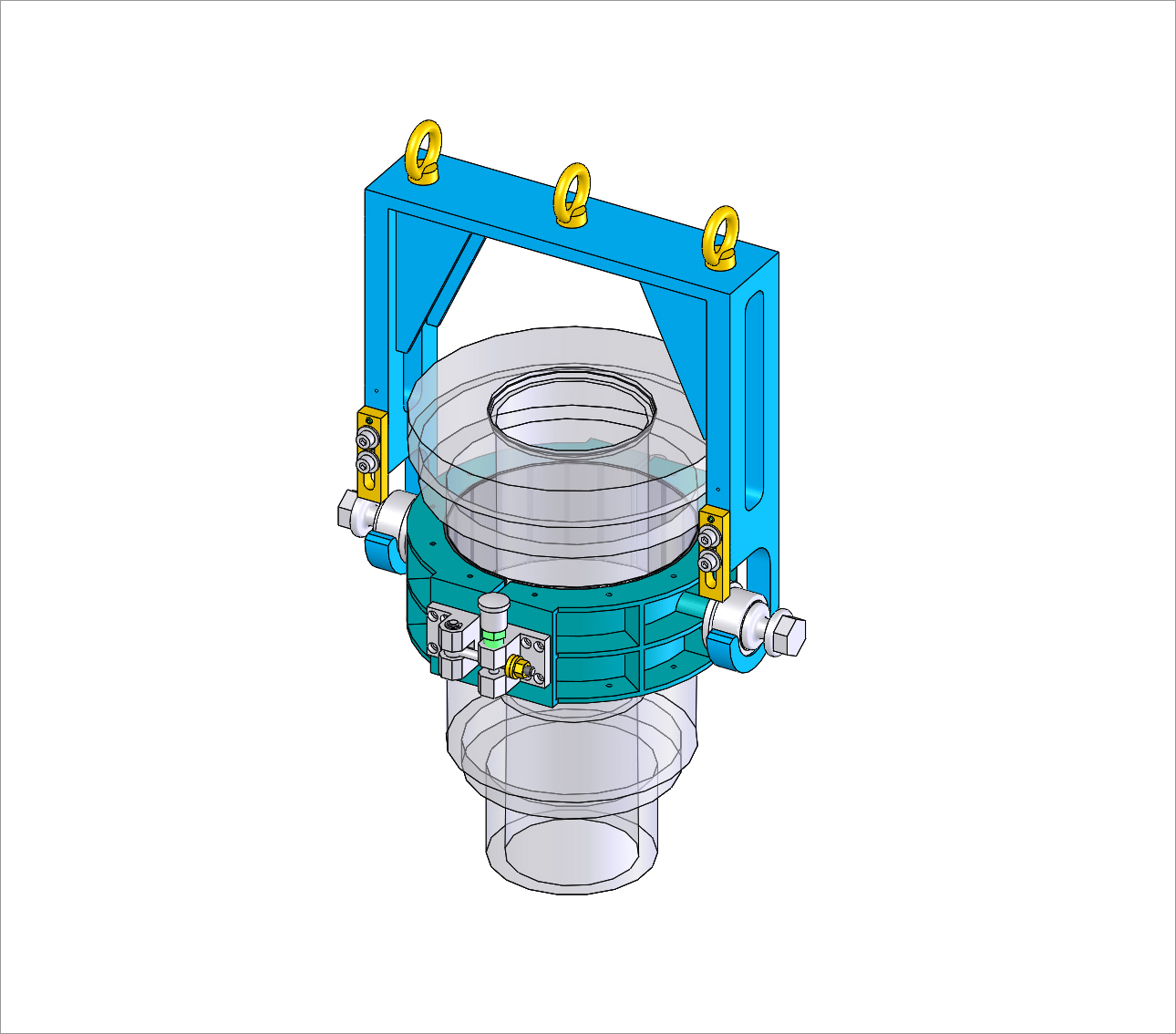 【導入前的课题及問題】
对于机器部件的搬运,以前将工件缠在吊绳上,用升降机操作。如果重量过重,导致工件失衡,会产生安全性的问题及操作时间的差别。
【对策及导入后的效果】
通过使用旋转螺丝,保持工件平衡,为保证安全制作专用吊钩,作业时间也没有差别,保持工件操作的标准化。
【導入前的课题及問題】
对于机器部件的搬运,以前将工件缠在吊绳上,用升降机操作。如果重量过重,导致工件失衡,会产生安全性的问题及操作时间的差别。
【对策及导入后的效果】
通过使用旋转螺丝,保持工件平衡,为保证安全制作专用吊钩,作业时间也没有差别,保持工件操作的标准化。 軽量マウントイメージ
軽量マウントイメージ
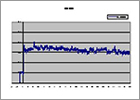
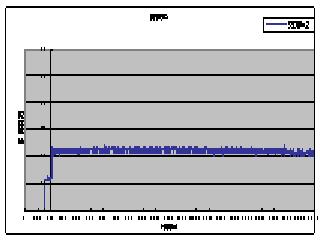 対策後の測定データ
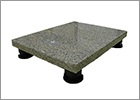
【产品说明】
适合不耐震产品,3轴方向(x,y,z)优秀的除振,防振性能。允许承重2.1N(200g)~4N(6kg)适合轻重量产品。
対策後の測定データ
【产品说明】
适合不耐震产品,3轴方向(x,y,z)优秀的除振,防振性能。允许承重2.1N(200g)~4N(6kg)适合轻重量产品。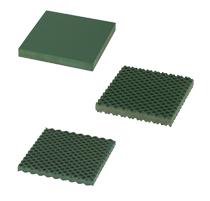 防振プレート
防振プレート
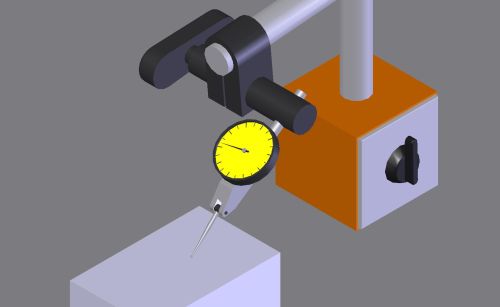 振れの無いダイヤルゲージ
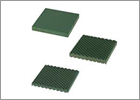
【产品说明】
主要由产业机械,工作机械使用的加工板,可以对应各种振动状况,共有8种,科学的耐性及机械油等使用的环境下也可以使用,另外,由于永不变形,安装后不会产生下沉。
振れの無いダイヤルゲージ
【产品说明】
主要由产业机械,工作机械使用的加工板,可以对应各种振动状况,共有8种,科学的耐性及机械油等使用的环境下也可以使用,另外,由于永不变形,安装后不会产生下沉。 产品示意图
产品示意图
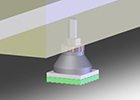
 除振台示意图
【产品説明】
对于防止精密制造,检查装置的地板振动非常有效。根据地板与机器的参数,可以设计制作。
除振台示意图
【产品説明】
对于防止精密制造,检查装置的地板振动非常有效。根据地板与机器的参数,可以设计制作。