专注于治具单元,防震零部件,致力于机械加工的标准化,生产效率化及高品质化
![]()
![]()
E-9752
![]()

| 订单号 | 型号 | 螺纹规格(粗牙) | 最大操作扭矩N・m | 最大夹紧力kN | 重量g | 尺寸图 | 购物车 | CAD数据 | 库存 | 在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|
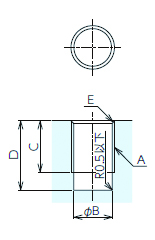
| 984171 | DRC1608N | M8x1.25 | 21.6 | 13.5 | 20 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫〇 |
| 984172 | DRC2412N | M12x1.75 | 49 | 19.6 | 70 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫△ |
| 984173 | DRC3016N | M16x2 | 117.6 | 37.2 | 145 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫〇 |
| 订单号 | 型号 | 螺纹规格(粗牙) | 最大操作扭矩N・m | 最大夹紧力kN | 重量g | 尺寸图 | 购物车 | CAD数据 | 库存 | 在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|
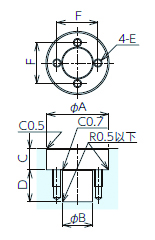
| 984174 | DRC3408F | M8x1.25 | 21.6 | 13.5 | 35 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫〇 |
| 984175 | DRC4412F | M12x1.75 | 49 | 19.6 | 110 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫〇 |
| 984176 | DRC5616F | M16x2 | 117.6 | 37.2 | 220 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫〇 |

安装螺钉型时,需要采取防松措施。
请在夹具本体及安装板的螺纹部涂抹螺钉锁定剂。
夹紧时,请使用与外形尺寸中的H尺寸相匹配的内六角扳手等工具拧入。
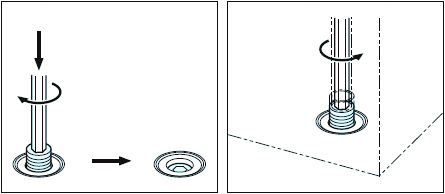
牵引螺栓会在内置弹簧的作用下弹出。
为确保安全,在设置工件前,请将牵引螺栓拧入本体固定。
将扳手插入牵引螺栓前端的六角孔内,将其按压到底,设置在底部的螺孔内。
设置工件后,使用内六角扳手向左(逆时针方向)旋转,将牵引螺栓与工件的螺纹嵌合后夹紧。
1个工件使用多个牵曳夹具时,请均匀地紧固牵引螺栓。
松开前,请将切屑清除干净。这样,可防止切屑进入夹具内部。
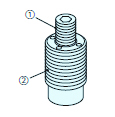
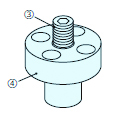
| 螺钉型 | 法兰型 | |||||||||||
 |
 |
|
| 螺钉型 | |||||||||||||||||||||||||||||
 |
|
||||||||||||||||||||||||||||
| 法兰型 | |||||||||||||||||||||||||||||
 |
|
操作时请勿超过最大扭矩。否则,可能会造成产品故障、损坏。
牵引螺栓仅可在设置工件时拧入本体。
若切屑或垃圾进入内部,可能会造成故障。
![]()
〒500-8743 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
![]()
Copyright © NABEYA Co.,Ltd. All Rights Reserved.
 E-9752/牵曳夹具(定位型)
E-9752/牵曳夹具(定位型)