专注于治具单元,防震零部件,致力于机械加工的标准化,生产效率化及高品质化
![]()
![]()
E-1102
![]()

| 类型 | 名称 | 订单号 | 型号 | 攻丝加工 | 重量kg | 输出侧 | 尺寸图 | 购物车 | CAD数据 | 库存 | 在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 输入侧 | 输出侧 | ||||||||||
| 标准 | 分叉双压 | 109783 | MT123R | 有 | 0.15 | 有 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫〇 |
| 标准 | 分叉双压 | 114543 | MT123R3 | 有 | 0.16 | 无 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫〇 |
| 标准 | 分叉双压 | 109921 | MT123L | 有 | 0.15 | 有 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫〇 |
| 标准 | 分叉双压 | 114544 | MT123L3 | 有 | 0.16 | 無 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫〇 |
| 带复位机构型 | 分叉双压 | 114467 | MR123R | 有 | 0.22 | 有 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫〇 |
| 带复位机构型 | 分叉双压 | 114468 | MR123L | 有 | 0.22 | 有 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫〇 |
 |
|
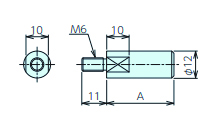
※加长杆指定A尺寸后另行报价。
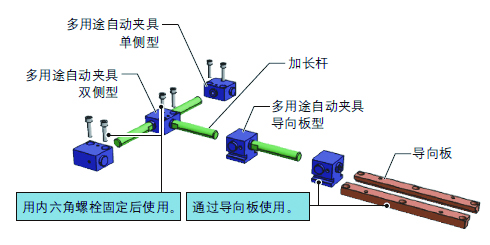
加长杆 MT12-S
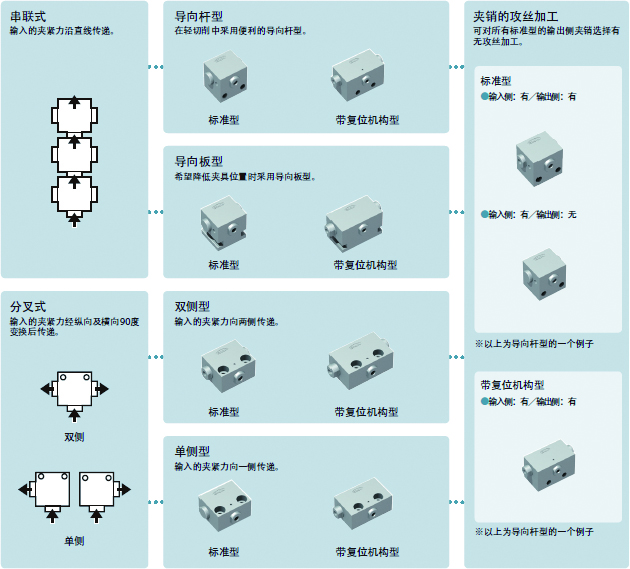
只需在1处紧固就可同时夹紧多个工件。
通过组合标准件,可适应各种布置模式。
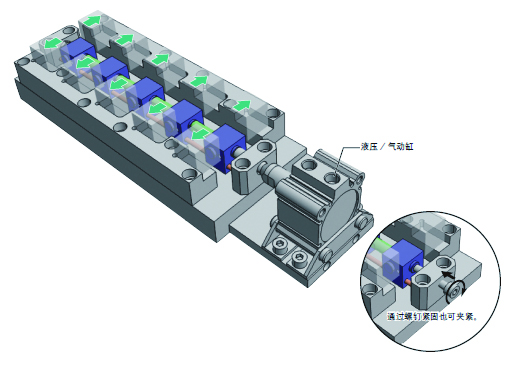
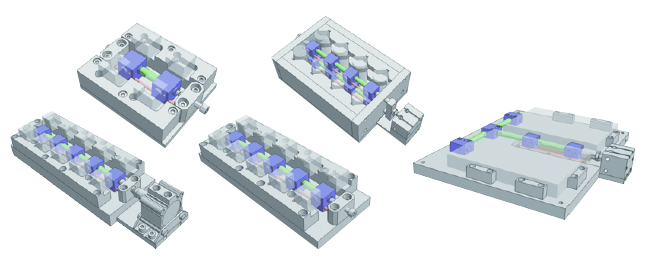
【组合例】
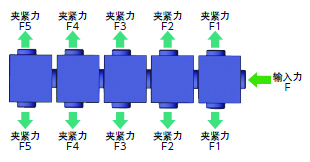 |
※输入力F最大请勿超过5kN。 ※多联使用时,最多不可超过5联。 ※多联时的各夹紧力与输入力F的关系如下。 ・ F1=(F/2)×0.9 ・ F2=F1×0.9 ・ F3=F2×0.9 ・ F4=F3×0.9 ・ F5=F4×0.9 |
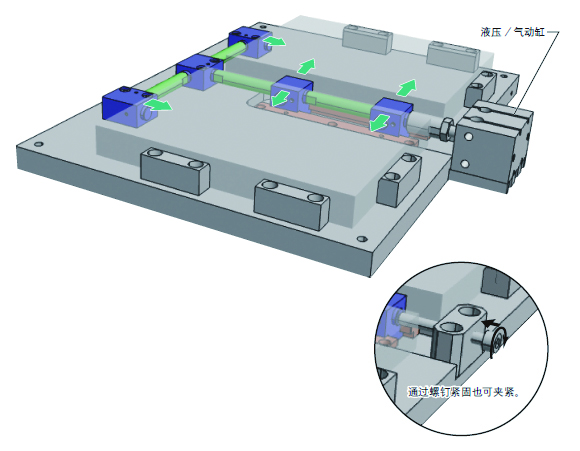
只需输入一次夹紧力即可同时在纵向及横向夹紧,适用于板材加工。另外,由于不使用导向板,还可降低夹紧点位置。
【组合例】
可大幅减少更换工件所需的安装夹具变更作业、降低生产成本及缩短工期。
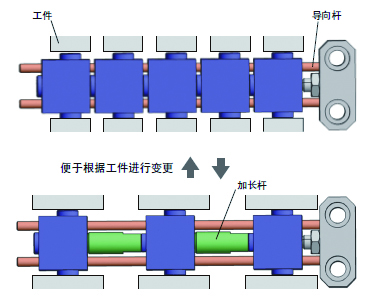
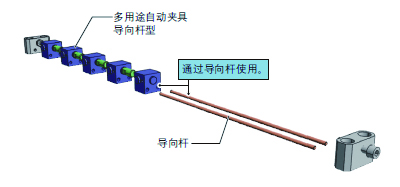
【可方便地在导向杆(导向板)上插拔】

只需在导向杆(导向板)上插拔多用途自动夹具,即可方便地应对工件增减。
通过采用加长杆,可应对工件尺寸的调整。
夹紧力OFF时自动松开夹具。
支持通过机器人控制的自动化。
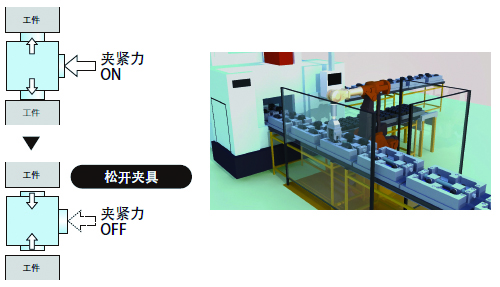
只要用户设定了工件尺寸、工件间隔、输入方法(手紧/气动)、输入值,本公司就可随时为您设计最适合的夹具。
夹具例
![]()
〒500-8743 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
![]()
Copyright © NABEYA Co.,Ltd. All Rights Reserved.