专注于治具单元,防震零部件,致力于机械加工的标准化,生产效率化及高品质化
![]()
![]()
福冈县 / 设备零件制造厂商
立式加工中心一次加工大量的2000件铝件、但机器一次停止约15分钟、以便拆卸和更换工件。当每天拆卸和安装工件八次时、我们无法通过简单的计算将机器移动总共120分钟、我们为此提供了改善方案、以减少机器停止时间并提高处理效率。
此外、为了同时处理尽可能多的工件、我们为多个工件采用了大量夹具、但是用于固定工件的夹具的空间效率很差、并且还需要二次检查、重新夹紧、导致工作量增加。
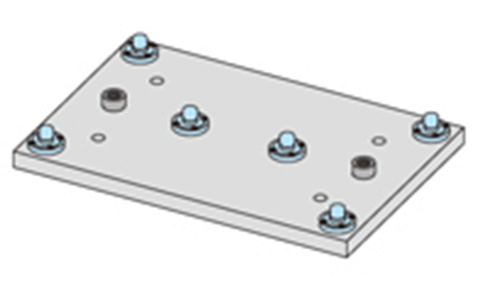
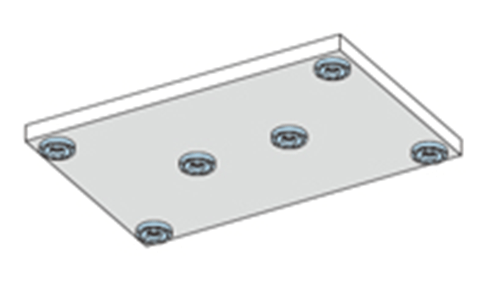
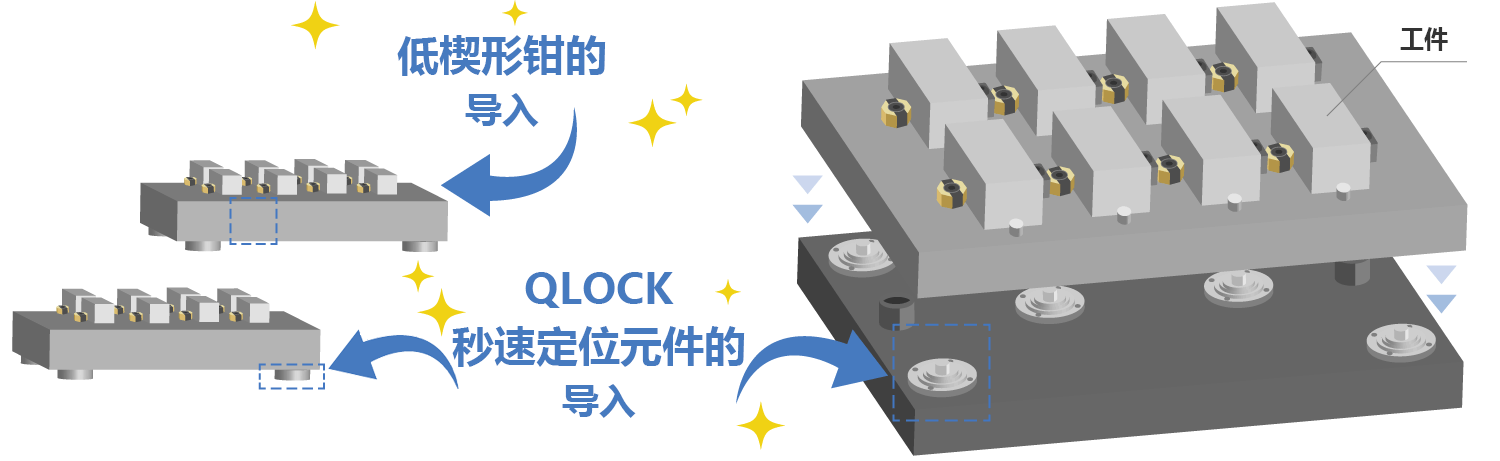
为了减少机器的停机时间、我们决定将工件夹在机器外部并采取外部设置来移除机加工设备停滞时间。 为了进行外部设置、我们引入了「Q-lock元件」、以高精度轻松更换夹具。QLOCK拉钉与衬套的凹凸形式进行定位于加紧。并且是一种可以非常精确地夹紧(重复定位精度3微米)的产品、可以减少夹具设置和其他操作的时间。本次的提案中、在Q-lock元件中、我们引入了一种具有强大夹紧力的螺钉类型、可以降低安装成本。
同时、我们回顾了将工件固定在夹具板上的夹具、并介绍了一种紧凑的「低楔形夹具」、该夹具易于夹紧和松开。通过使用能够在较小的空间中固定工件的低楔形夹具、可以增加一次可以固定的工件数量、并且可以缩短固定和拆卸工件的时间。
| 产品名 | 秒速定位元件拉钉(手动式) 秒速定位元件衬套(手动式) |
|---|---|
| 特长 | Q-LOCK秒速定位系统是一种高精度(重复定位精度3μm)快速定位治具。拥有螺钉式、液压式、气压式三种。 本产品适用于工件的机外装夹、且无需二次精度测量确认。 |


| 产品名 | 快速测压块 |
|---|---|
| 特长 | 这是一种紧凑的夹具、举升力很小、使用黄铜材料、因此不会刮擦工件。 通过用六角扳手拧紧紧固螺栓、主机的橡胶部分将膨胀并与金属部分夹紧。松开时、由于橡胶的收缩、恢复原始尺寸。 有最适合薄壁工件的「单面型」和可以一次夹持两侧的「双面型」。 |

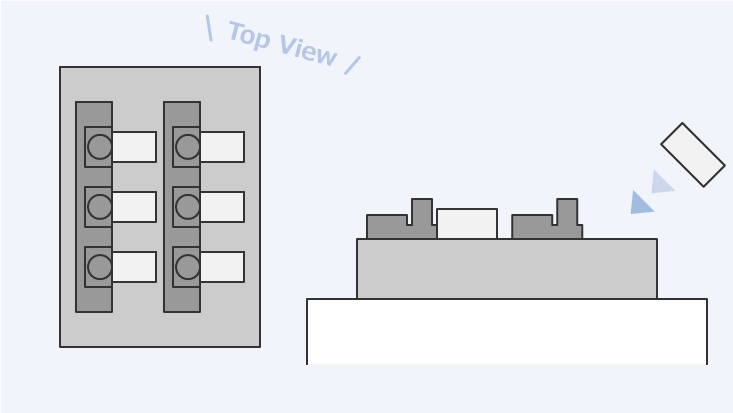
通过引入秒速定位元件、可以进行外部设置以夹紧工件或将加工好的工件移出机床外部。因此、不再需要在机器内部装卸工件、并且通过更换夹具板、可以立即进行下一个处理。
每次停止15分钟的机床被减少到3分钟、简单的计算将停止时间从每天120分钟减少到每天24分钟。另外、通过检查夹具、一次可以固定的工件数量增加了、我们每天可以进一步增加加工数量。






















![]()
〒500-8743 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
![]()
Copyright © NABEYA Co.,Ltd. All Rights Reserved.