专注于治具单元,防震零部件,致力于机械加工的标准化,生产效率化及高品质化
![]()
![]()
E-9939
![]()

| 订单号 | 型号 | 重量kg | 尺寸图 | 购物车 | CAD数据 | 库存 | 在庫 状況 |
|---|---|---|---|---|---|---|---|
| 100968 | MWS-R50-32 | 0.4 | 浏览 | 添加 | 数据下载 | 下架 | 联系我们 |
| 123405 | MWS-R76A-45 | 1.3 | 浏览 | 添加 | 数据下载 | 在庫 | 在庫〇 |
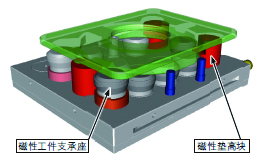 |
●在3个部位配置磁性垫高块,确定工件高度方向的位置。 ●在吸附面的其余部分尽可能配置磁性工件支座。 ※通过使用磁性垫高块和磁性工件支座,可保护吸盘表面。 |
立式加工中心 立式加工中心 卧式加工中心

卧式加工中心 卧式加工中心 卧式加工中心

门式加工机 门式加工机 门式加工机

五轴加工机 五轴加工机 五轴加工机

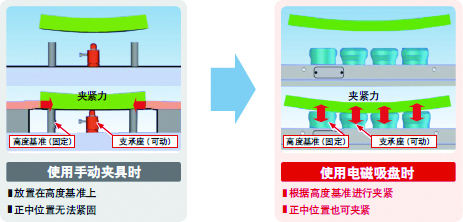
电磁吸盘的吸附力根据各种条件而变化。
使用前,请考虑并探讨①~⑨的条件,判断能否使用本产品。
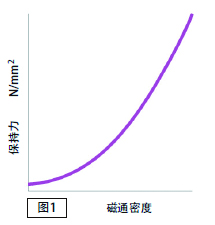
| ①与吸附力有关的条件 磁通密度 | |||||
| 工件中通过的磁通量是决定吸附力的条件。为了实现最佳保持,工件中应尽可能多地获取磁通。 一般夹紧时,只要正确放置在电永磁吸盘的N极和S极上,就可以最大程度地获取磁通。(图1) |
 |
||||
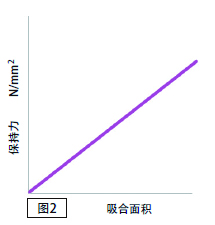
| ②与吸附力有关的条件 吸合面积積 | |||||
| 吸合面积增加一倍,工件中通过的磁通量以及保持力也提高一倍。(图2) |
 |
||||
| 另外,连续吸合面越大,吸附力也越强。(图3) | 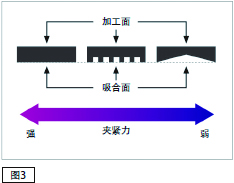 |
||||
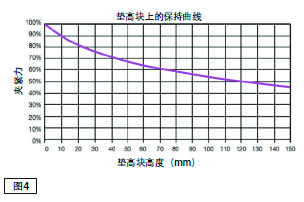
| ③与吸附力有关的条件 垫高块高度 | |||||
| 垫高块越高,通过工件的磁通越少。请根据下图确定衰减率。 (图4) |
 |
||||
| ④与吸附力有关的条件 工件材质 | |||||
| 请根据加工工件或吸附的夹具板的材质确定衰减率。(图5) | 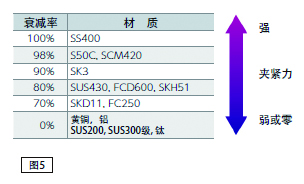 |
||||
| ⑤与吸附力有关的条件 工件表面的状态態 | |||||
| 单位面积的吸附力根据加工工件或吸附的夹具板的吸合面状态而变化。请用适当的值计算吸附力。(图6) | 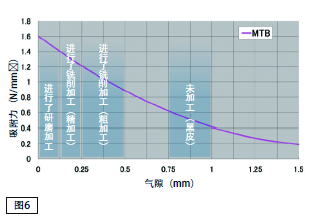 |
||||
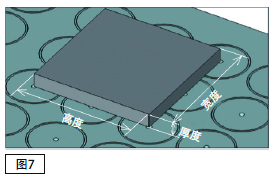
| ⑥与吸附力有关的条件 工件的推荐尺寸 | |||||
|
工件中的磁通从电磁吸盘一个极的中心向另一个极的中心呈半圆状流动。若工件的厚度小于该半圆,磁通会从工件逸出,从而无法充分发挥夹紧力。请使用厚度可完全包含磁通流动的工件(工件最小尺寸以上)。 工件的推荐尺寸
|
 |
||||
| ⑦与吸附力有关的条件 电磁吸盘上的夹紧计算 | |||||
 【吸附力(夹紧力)计算例】 (工件尺寸/320×320×35mm、材质/FC250时)  |
|||||
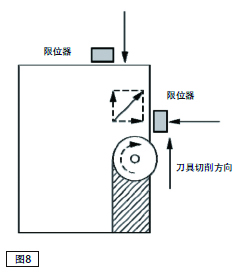
| ⑧与加工有关的条件 切削推力的方向 | |||||
| 若切削推力的方向平行于吸附面,则吸附力应为切削推力的3~10倍。(摩擦系数0.1~0.3) 若所需保持力不足,通过在切削推力方向配置工件挡块(限位器),可大幅降低所需吸附力。(图8) |
 |
||||
| ⑨与残余磁性有关的条件 退磁器使用 | |||||
| 经热处理的工件易残留磁性,有时难于将工件从电磁吸盘取下。请使用退磁器将残余磁性清除。 | |||||
![]()
〒500-8743 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
![]()
Copyright © NABEYA Co.,Ltd. All Rights Reserved.