









什么是精密平口钳
①工件X,Y,Z轴的定位功能
②夹紧(机械式,液压式)功能
③在底座上安装,定位功能 通用性很强的夹具
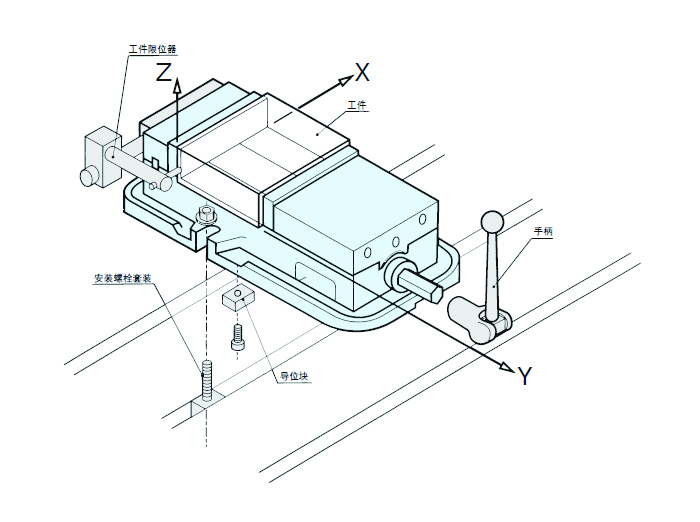
●在立式加工中心或铣床上使用时,工件的基准为
X轴方向:工件限位器之类的定位元件
Y轴方向:平口钳的固定钳口面
Z轴方向:平口钳的滑动面
●精密平口钳可提高
X轴方向的机床T型槽与平口钳固定钳口面
Z轴方面的机床工业台面与平口钳滑动面 的平行度的精度
精密平口钳的选择
1.工件尺寸
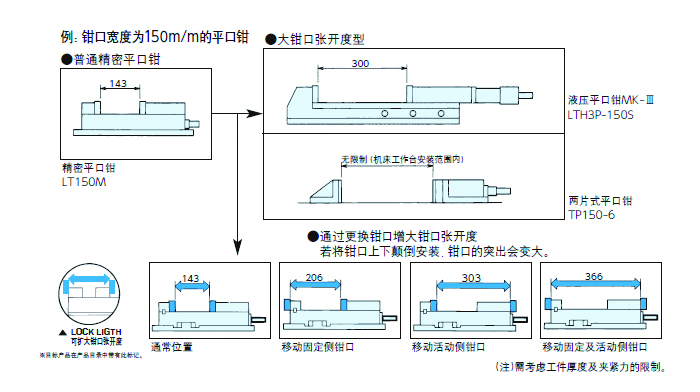
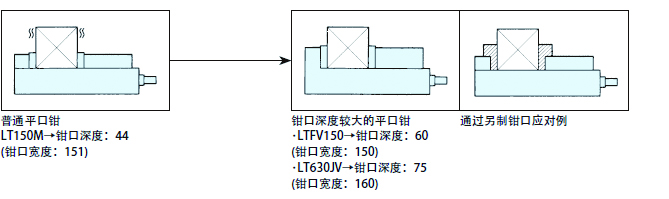
(1)根据“钳口张开度”进行选择
应选择钳口张开度足以夹持工件的平口钳。普通精密平口钳的钳口张开度与钳口宽度相同。但根据机型不同,还备有“大钳口张开度型”以及通过更换钳口实现的“钳口张开度增大型”
(2)根据“钳口宽度”进行选择
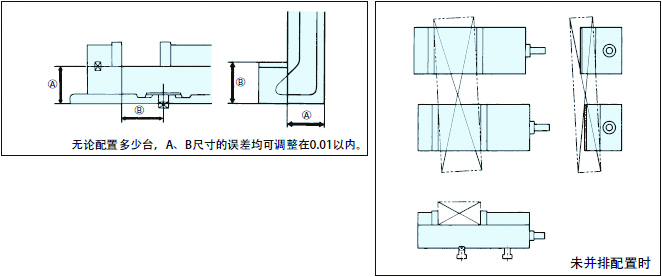
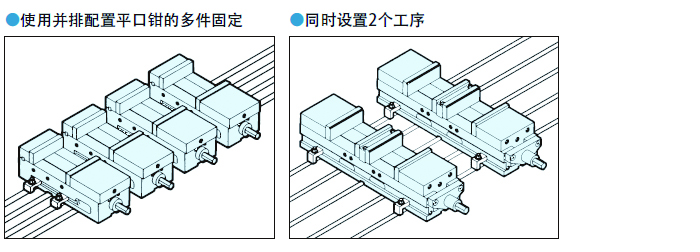
工件长度大大超过钳口宽度时(长工件等),加工中可能会发生工件振动或工件脱落。应选择钳口宽度适合工件的平口钳。对于长工件,使用并排配置规格品
(无论配置多少台,至平口钳滑动面的高度(A)及钳口行程(B)的误差均可调整在0.01以内)较为方便。
●并排配置规格
●订购并排配置品
| 全品并排配置系统 | 只要尺寸相同,全品均并排配置,请订购所需数量 | 只要尺寸相同,全品均并排配置,请订购所需数量与现有产品相同型号的平口钳 | LTCV |
| 新型并列系统 | 请订购并排配置规格品(末位符号G)。订购时,请注明所用的机床的槽宽。 | 请注明现有平口钳的制造编号(刻印在铭牌上)的末尾字母符号和导位块宽度 | LT-M、LT-MC、LTFV-Q LTFH-Q、LTFV |
| 普通并排配置系统 | 请订购并排配置规格品(末位符号G)。订购时,请注明所用的机床的槽宽。 | 请注明现有平口钳的制造编号(刻印在铭牌上)的末尾字母符号和导位块宽度 | LT-JV、LTH3P、LT-HPD MBV、LT-L |
(3)根据钳钳口高度 度进行选择
"工件高度大大超过钳口的高度时,与长工件一样,也可能会发生工件颤动,脱落。
另外,对厚度小的工件进行顶面加工时,刀具与钳口可能会产生冲突。钳钳口高度 度也是选择平口钳的要点,但也可通过附件特别附属品或另制钳口应对。"
●高工件
●厚度小的工件

2.机床
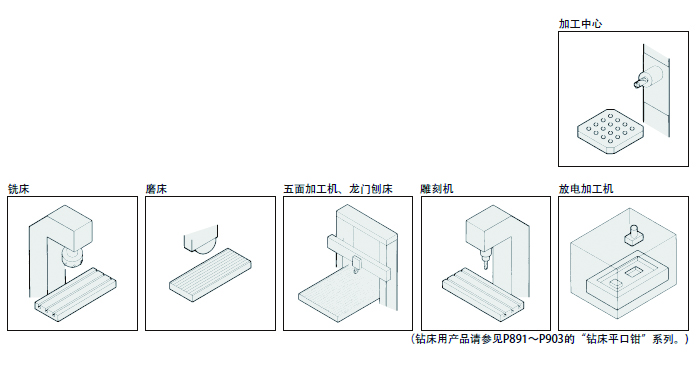
(1)根据“加工机床种类”进行选择
应选择与加工机床相匹配的平口钳。可根据所使用的机床选择本公司的平口钳系列。请参见一览表中的适用机床栏。
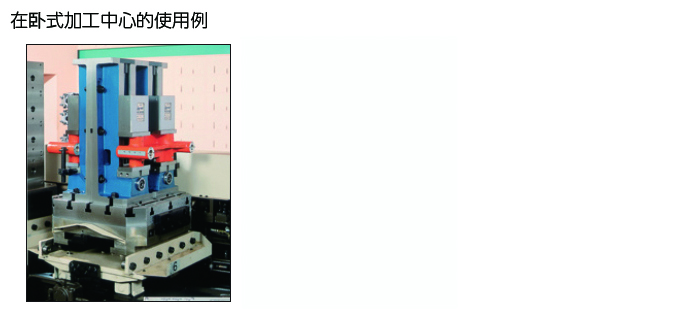
(2)根据“加工方向”螺杆方向进行选择
"加工中心根据立式,卧式的不同,生产方法及平口钳的安装方法等可能会有所差异。
需考虑各自适用的机型及适用方法。尤其是卧式加工中心,平口钳的适用方法多种多样"
(3)根据“加工方法(工序)”进行选择:
工件的设置方法根据批量生产,非批量生产,工序数,加工条件,加工机床等的不同而异。若选择适合加工方法的平口钳,可提高效率
(4)考虑加工精度进行选择
随着加工机床的高精度化,加工要求精度的高水准化,作为加工夹具的精密平口钳也必须实现高精度化。选择高精度的精密平口钳时,应遵循以下5项要点。
1.可牢靠夹紧工件。应具有充足的夹紧力
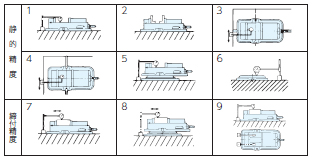
2.平口钳自身精度高
3.夹紧时工件不会上浮
4.采用强力夹紧时也不会变形的结构及材质
5.可长期保持高精度
●什么是夹紧力充足的平口钳
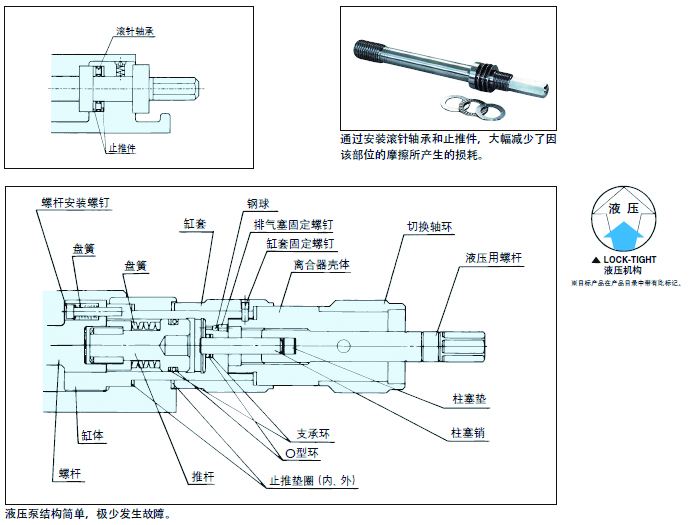
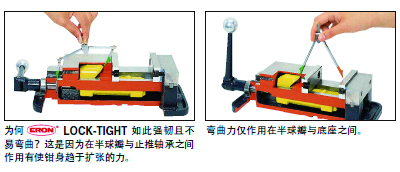
选择精密平口钳时,最重要的是“被夹紧物不会移走”。平口钳的能力是指夹持物件进行加工时,如何将其固定而不发生移动。锁紧(LOCK—TIGHT)系列通过装入滚针轴承和止推件,使紧固扭矩完全转化为夹紧力。另外液压内置式平口钳只需要很小的扭矩就可获得很大的夹紧力。
●什么是高精度平口钳
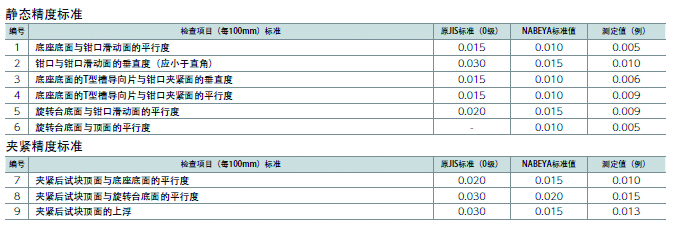
精密加工时,机床,刀具,夹具,加工条件等各种因素等各种必须相互适应。其中,配有精密平口钳的夹具得到广泛使用,这是最重要的一点。精密平口钳的精度是其关键。NABEYA的精密平口钳采用优于JIS0级的公司内部标准,通过了严格测试。
●什么是工件不会上浮的平口钳
平口钳时利用横向握力进行夹紧的夹具。随着夹紧力的增大,活动钳身及被加紧物(工件)均会上浮。在此状态下,将无法获得预期的加工精度。NABEYA的精密平口钳采用防上浮机构,将上浮量控制在极为微小的范围内。
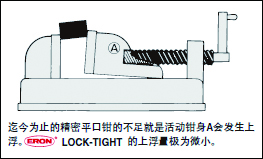
▲LOCK-TIGHT(锁紧式)防上浮机构
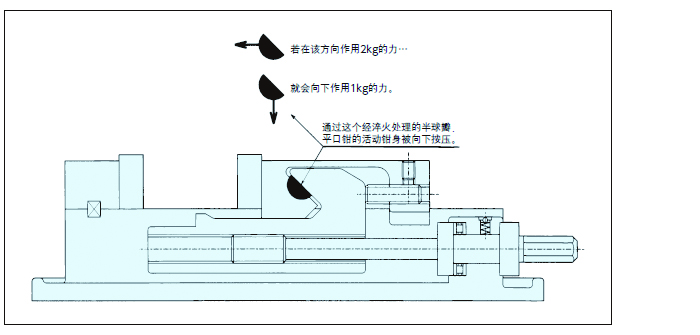
为水平移动活动钳身而作用2KG的力时,LOCK-TIGHT精密平口钳系列会产生1Kg的力,将活动钳身垂直向下按压,紧紧固定于底座,
从而防止活动钳身上浮
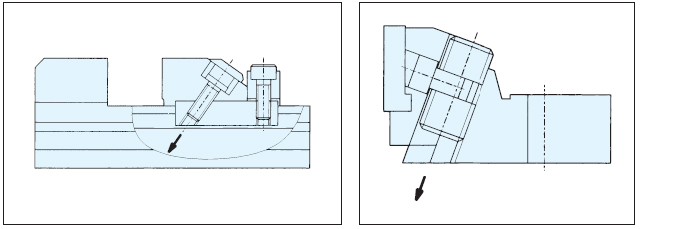
▲采用向下压紧方式的防上浮机构
小型精密平口钳系列采用倾斜向下压紧活动钳身的方式,防止活动钳身上浮。
●夹紧应力
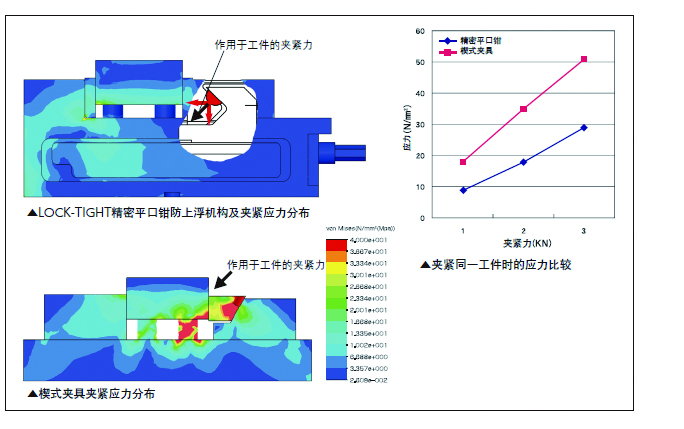
LOCK-TIGHT精密平口钳在夹紧工件时,通过半球瓣在活动钳身上作用45°向下的力。该力将产生防止活动钳身上浮的力,这样活动钳身可沿着精密平口钳的滑动面水平夹紧。 使用LOCK-TIGHT精密平口钳进行水平夹紧时,与使用鞋型夹具进行同等夹具相比,工件上作用的应力较小
●什么是强力夹紧时也不会变形的平口钳
对于需要强力夹紧的精密加工,平口钳的强度非常重要。夹紧时若钳身发生弯曲,
底座自然也会弯曲。LOCK-TIGHT精密平口钳系列的底座连接部由2根垂直且水平的轨道组成。与迄今为止平口钳平坦的结构相比,这种结构更为坚固,并且会随着平口钳内部大阴螺丝的下降而上升。因此夹紧时抵抗弯曲力的能力也非常强。
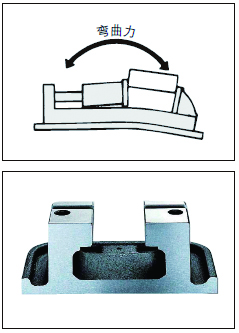
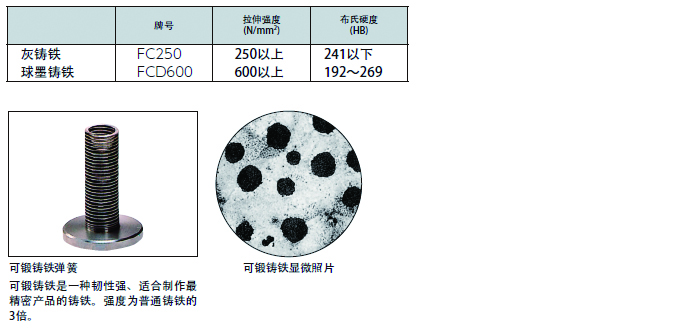
另外,底座采用了强度为同级别精密平口钳(FC250制)3倍的可锻造铁(FCD600)。 通过采用上述高强度材质及坚固的结构,夹紧时抵抗弯曲的能力优异。
●铸铁的机械性质
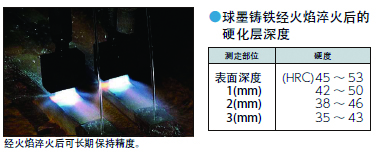
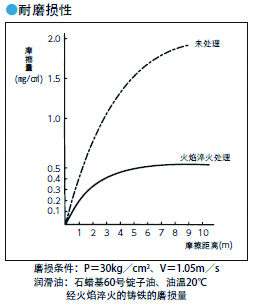
●什么是可长期保持高精度的平口钳
平口钳底座的顶面与工件始终保持接触,活动钳身在其上面滑动。
平口钳顶面(滑动面)的精度非常重要,因此进行了0.01以内的高精度精加工。但该表面同时也是最容易发生磨损的部位。LOCK_TIGHT精密平口钳系列在该滑动面采取耐磨损优异的火焰淬火,硬度达到了HRC45以上。耐磨损性为同级别精密平口钳的3倍以上。
(5)安装在机床上
在加工机床上安装精密平口钳时,一般利用加工机床的T型槽。
T型槽除用于安装外还可以进行定位,精密平口钳一般通过导位块进行定位。T型槽与加工机床的(X、Y)轴平行,垂直,利用导位块可快速,可靠地进行平口钳定位。
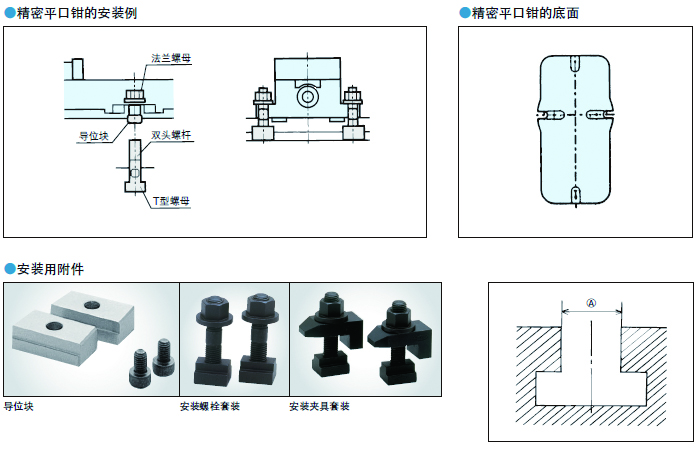
T型槽尺寸根据机床尺寸及制造商的不同而异。设定的平口钳标准附配导位块。 若导位块无法用于非标准槽宽(A尺寸),可作为特别的附属品,提供尺寸与机床相匹配的导位块。安装螺栓及夹具未标准附配。请根据安装机床的T型槽宽,从附件中选择。
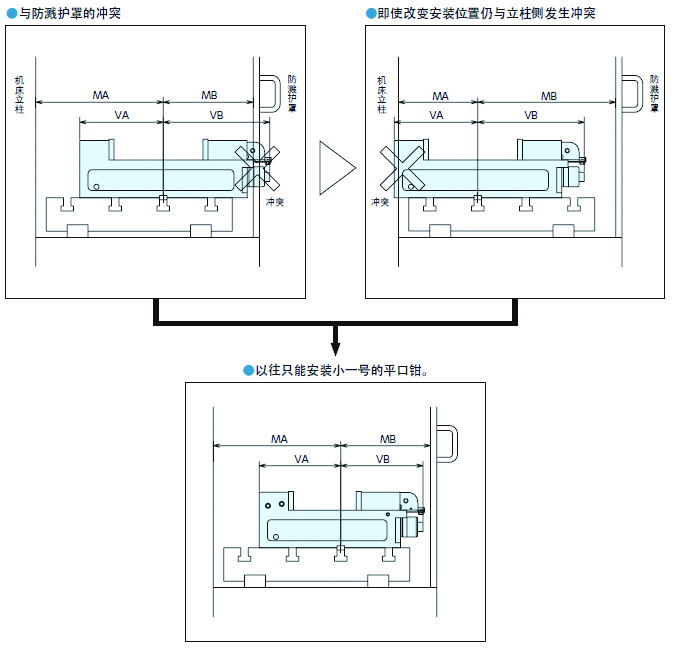
●与机床发生冲突
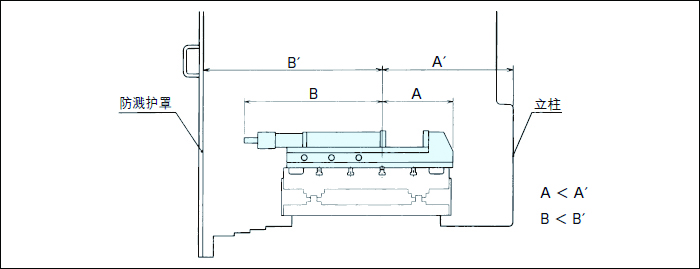
根据安装位置不同,可能会与机床立柱,防溅护罩发生冲突。 请确认平口钳的全长以及安装位置(导位块)至上述机床部件的距离,平口钳活动钳身的动作等事项
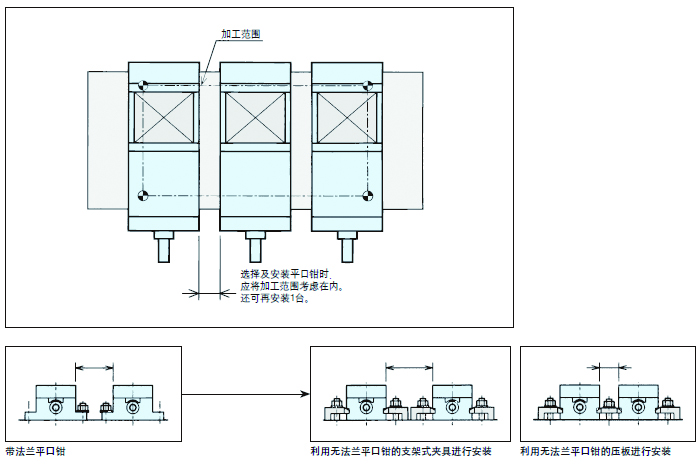
●考虑加工范围的安装
若工件(加工部位)不在加工范围(主轴的移动范围)内,将无法进行加工。
特别是并排配置平口钳,安装空间根据平口钳形状及安装方法的不同而异。
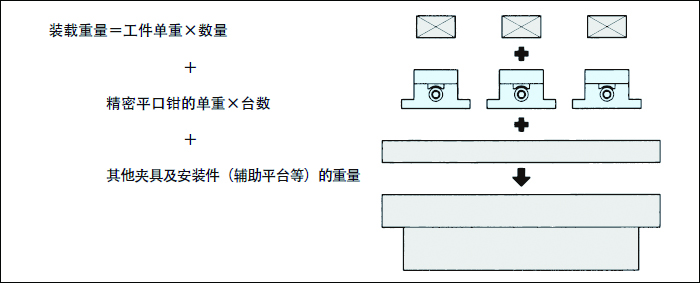
(6)考虑“装载重量”
特别是在小型机床上使用并排配置平口钳(
多联)时,必须考虑安装机床的装载重量限制。
●变更导位块位置(追加加工)
几乎所有加工机床均将T型槽作为基准,但根据机床型的不同,T型槽间距以及与机床发生冲突,
满足加工范围及装载重量的条件下,选择(钳口张开度等)尽可能大的平口钳,但由于机床工作台T型槽间距,平口钳导位块位置,机床冲突范围等具体情况,有时只能选择小一号的平口钳。因此,为确保可将平口钳设置在与机床匹配的位置,本公司提供变更标准平口钳导位块槽(追加加工)的服务(有偿)。需要时请加以利用。
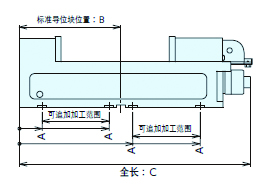
●变更导位块位置(追加加工)
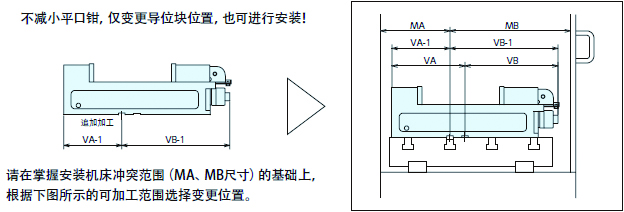
设定是应确保A>MA,C-A>MB
※MA:安装机床的安装位置至立柱侧冲突位置的距离
※MB:安装机床的安装位置至防溅护照侧冲突位置的距
离建议MB增加手柄操作所需的裕量。
注文方法
“追加加工平口钳”+“GB”+“加工尺寸:A”
例:订购LTFV100且在A=250的位置进行追加加工时LTFV100-GB250
※请同时注明安装机床的型号及托盘数。










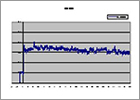

 使用低床除振台
使用低床除振台
 图像晃动消失
【产品説明】
高倍率的显微镜、画像検査器、精密测量器、粗糙度测量计、粘度计的振动最适合使用。设置面高15毫米。
图像晃动消失
【产品説明】
高倍率的显微镜、画像検査器、精密测量器、粗糙度测量计、粘度计的振动最适合使用。设置面高15毫米。